
以下是我们上传的20翅片管铝翅片管生产实拍视频,您可以点击观看。
以下是:20翅片管铝翅片管生产的图文介绍


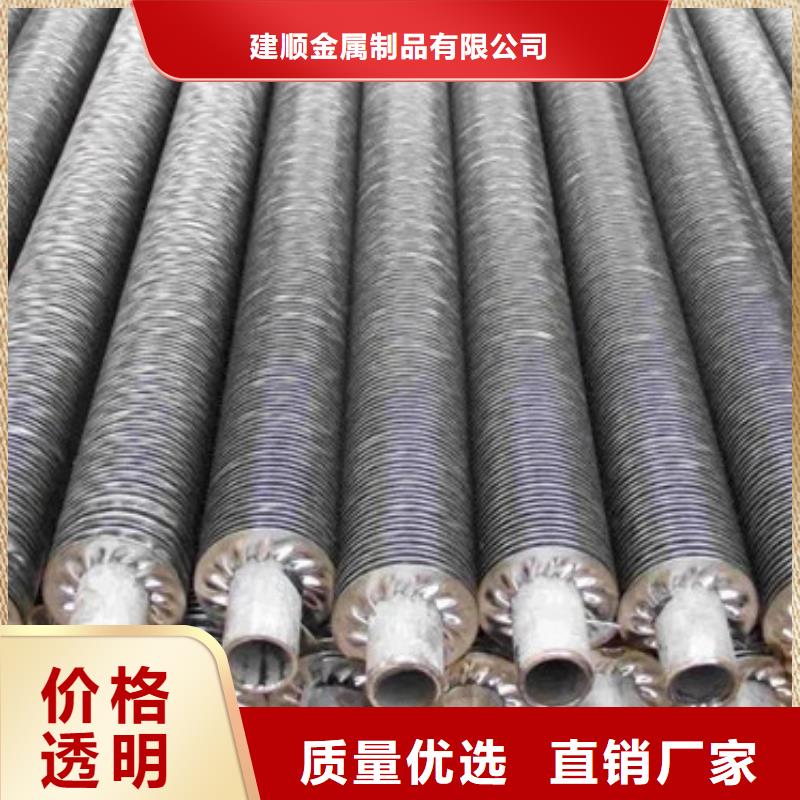
1、当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、当地 防腐性能、当地耐磨性能、当地低的接触热阻 、当地高的稳定性、当地防积灰能力。3、当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、当地功率、当地工件成形角度、当地挤压力、当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。



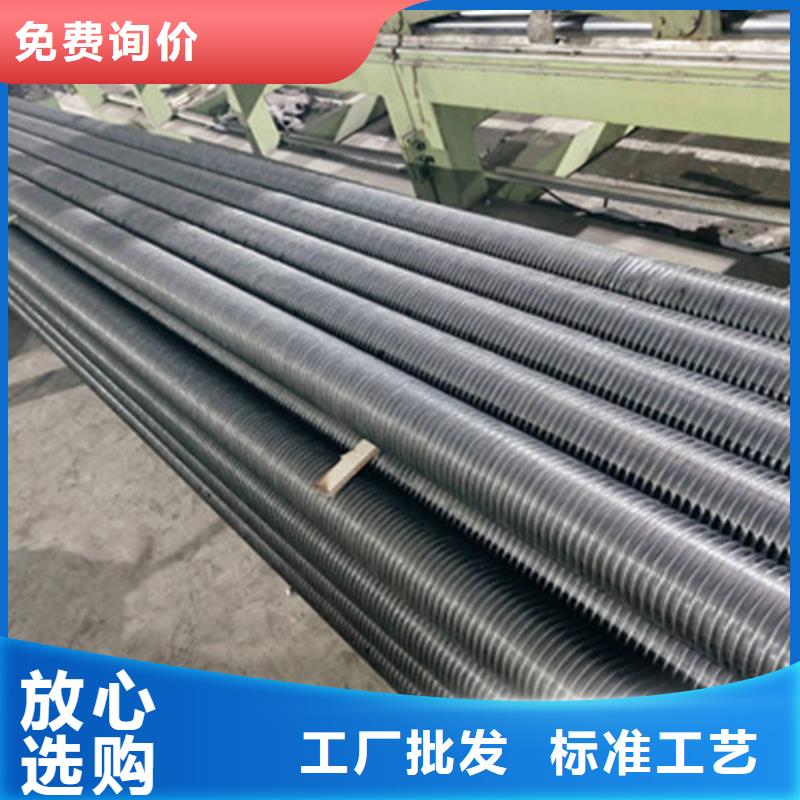
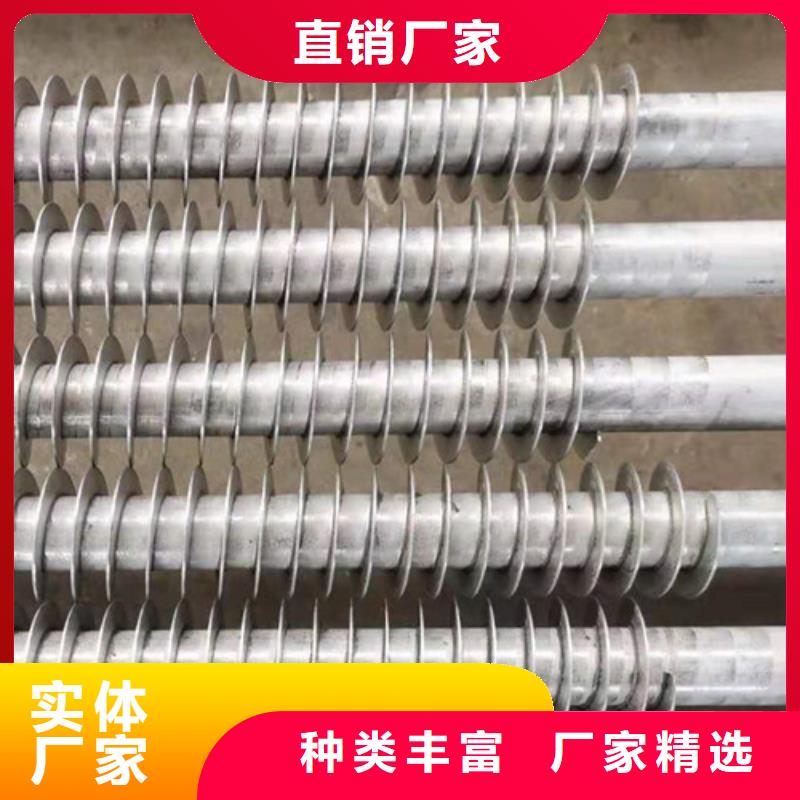
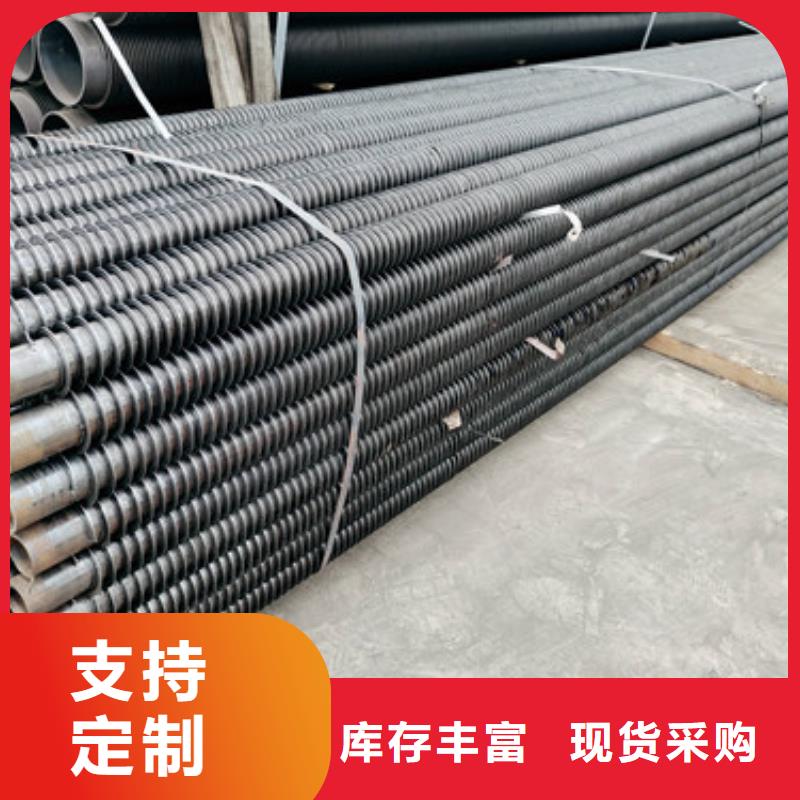
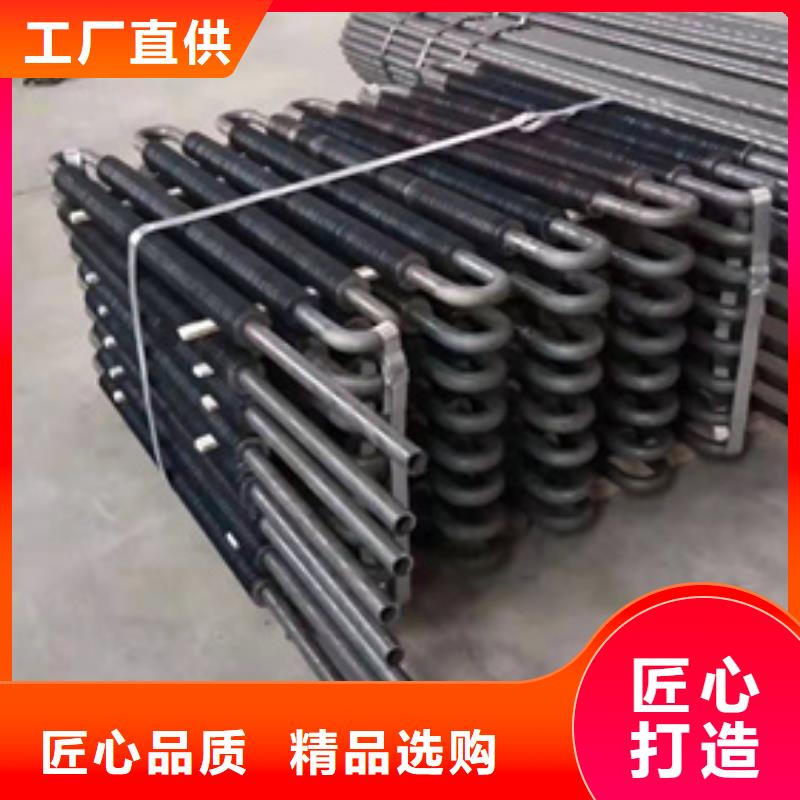
1、本地翅片管按结构型式分类从结构型式上翅片管可分为纵向和径向两种基本类型,其他型式均为这两类的发展和变形,例如大螺旋角翅片管接近纵向,小螺旋角翅片管接近径向翅片的形状有圆形、本地矩形和针形。此外,翅片可设置在管外,称外翅片管;也可设置在管内,称内翅片管或内外兼有。2、本地按制造工艺分类按制造工艺可把翅片管分类为整体翅片管、本地焊接翅片管、本地高频焊翅片管和机械连接翅片管。(1)整体翅片管,由铸造、本地机械加工或轧制而成,翅片与管子为一整体。(2)焊接翅片管,使用钎焊或惰性气体保护焊等工艺制造。现代焊接技术可使不同材料的翅片连接在一起,并能将翅片管制造得简单、本地经济,具有较好的传热及机械性能,已被广泛应用。由于焊缝中残渣不利于传热,甚至会引起断裂,因此在生产这类翅片管时必须保证焊接工艺质量。(3)高频焊翅片管,利用高频发生器产生的高频电感应,使管子表面与翅片接触处产生高温,在10μm左右的深度范围内使两者溶化,再加压使翅片与管子连为一体。无焊剂,也无焊料,制造简单,生产率高,传热及机械性能优良。这是为理想的一类翅片管,正为广大用户认识和采用。(4)机械连接翅片管,通常有绕片式、本地镶嵌式、本地套片式或串片式等三种类型。绕片式翅片管制造简单,把金属带用机械或焊接方式周定于管子一端,借管子转动力矩将金属带紧紧地缠绕于管外壁,另一端固定即成绕片式翅片管。绕片的材料可以是铜带、本地钢带或者铝带。


钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、附近硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。



建顺金属制品(丽江市分公司)是专门从事 降温散热器的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。


