



以下是我们上传的【塑料盲沟-滤水板好货直销】实拍视频,您可以点击观看。
以下是:【塑料盲沟-滤水板好货直销】的图文介绍


塑料盲沟垃圾填埋场覆盖膜的焊接注意事项:1.热锲焊机焊接工序分为:调节压力 设定温度 设定速度 焊缝搭接检查 装膜入机 启动马达 加压焊接。2.接缝处不得有油污、灰尘,HDPE土工膜的搭接段面不应夹有泥沙等杂物,养殖防渗膜当有杂物时必须在焊接前清理干净。3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正是焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。4.焊缝要求整齐、美观、不得有滑焊、跳走现象。5.在遇上土工膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。6.相邻防渗膜焊缝应尽量错缝搭接,膜块间形成的结点,养殖防渗膜应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。7.焊膜时不许压出死折,铺设HDPE防渗膜时,养殖防渗膜根据当地气温变化幅度和HDPE防渗膜性能要求,预留出温度变化引起的伸缩变形量。垃圾填埋场覆盖膜的检测按三个步骤进行,即目测、充气检测及破坏试验,目测主要是对铺设的土工膜外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。除目检外,如有必要还可采用真空检测和气压检测,充气压检测的充气强度为,5分钟不漏气,考虑到卷材较柔软易变形,允许压力下降20%。对HDPE土工膜进行拉力测试时(破坏试验),其标准为在做剥离和剪切试验时,焊缝没被撕裂开而母才被撕拉破坏,此时焊接合格。HDPE土工膜的外观检查,发现膜面有孔眼等缺陷损及焊接过程现的漏焊、虚焊、破损等情况下,应及时用新鲜的母材修补,补疤每边超过破损部位10-20cm。养殖防渗膜垃圾填埋场覆盖膜生产厂家可提供样品,免费拿样。



塑料盲沟的空隙率可通过称重试验后拄以下公式计算得出n=(1-m/p.s.l×***)式中:n--空隙率,%m--试件重量gL-试件长度ms--试件截面积m2p--原材料密度,g/m3以计算公式为,准确算出塑料盲沟管应用的孔隙率能够不匹配状况的发生,经济损失。孔隙率是指塑料盲沟管的空隙体积与总体积的比率,以%表示。空隙率固纤维丝的排列密度不同而异。其计算公式按照下述计算:塑料盲沟管的空隙率一般达82%-92%。塑料盲沟管在生产制造中,不仅要求工艺要严卡要求,而且对相关的生产设备也有一定要求,例如:温度的控制。1、由于塑料盲沟管熔体黏度大,流动性差,为防止螺杆因热过大而升温,引起螺杆黏料分解或使管材毛糙,必须螺杆温度。2、塑料盲沟管的螺杆冷却应控制温度不低于70~80℃,冷却是在螺杆内部用通铜管的进行水冷却。3、塑料盲沟管的温度一般控制在80~100℃之间,若温度过低反压力,产量下降,甚至会发生物料挤不出来而损坏螺杆轴承的事故。控制好塑料盲沟管生产设备温度,能够使用寿命,***其性。希望的知识对您有所帮助。


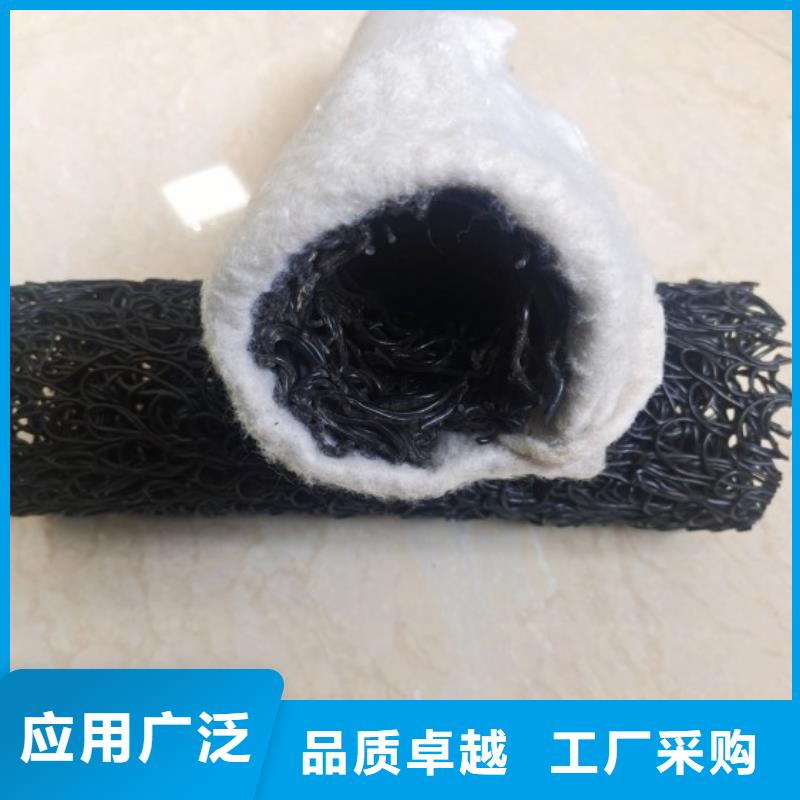
塑料盲沟由于是立体结构,其空隙率为80-95%,构成空间与同且轻便,抗压性能比管结构的树脂强10倍以上,因此,即使因超负荷被压,但由于是立体结构,故残余空隙也达50%以上,不存在不通水的问题,无需考虑会被土压力压坏。是将热塑性合成树脂加热溶化后通过喷咀出纤维丝叠置在一起,并将其相接点熔结而成的三维立体多孔材料。表面开孔庇为95-97%,是有孔管的5倍以上,是树脂网格管的3-4倍,表面吸水***。抗压强度大,250KPa压力下,其压缩率低于10%。加有抗老化剂,***,在水下,土中等处入置几十年也能确保。抗压且柔韧,对于弯道等曲位也能施工,十分轻便,若回填深度在10cm左右,还可用推土机进行回填等。由于有以上特点,故对以往盲沟出现的各种问题,如不均匀沉降或因超载引起部分闭塞,被压坏空隙全无引起功能中断的问题,可通过塑料盲沟材解决。由于采用热熔化成型而不使用粘结剂,故不会因粘结剂老化及剥离等而引起崩坏。



在激烈的 防水板市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。 防水板产品曾在云南怒江质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,秉薪工程材料(怒江市分公司)成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。

