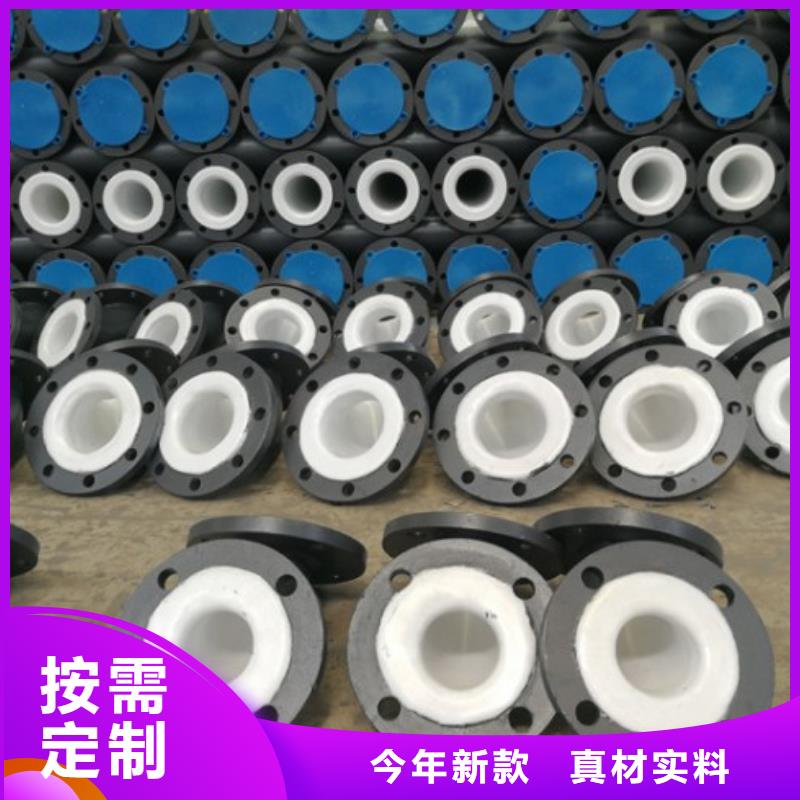





衬塑钢管特性:
1、循环水管道、产品采用先进的滚塑工艺整体次成型;
2、衬里致密度高,整体性强,无内应力;
3、无接头,无焊缝;
4、不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、任何形状钢件、非标件均可衬;
衬塑钢管参数:
工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、防腐循环水管道技术要求:1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。



纵横机械制造(海北市分公司)是青海海北本地一家有较大规模的现代化 衬塑钢管企业。 衬塑钢管产品实行严格的科学管理和完善的检验制度,限度的满足用户的需要,特殊规格可按样品、视图纸制造, 衬塑钢管产品深受国内外客户好评。



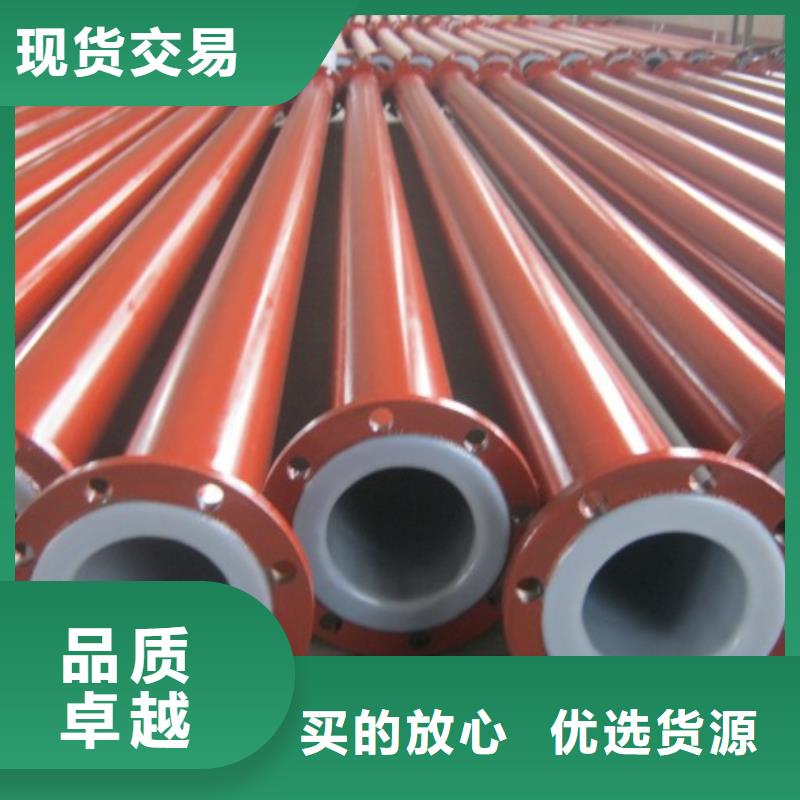
碳钢衬塑管道,生产完成后外壁是必须要做防腐处理的。朂常用的防腐处理工艺为涂刷防腐漆。防腐漆可以刷一层或多层,颜色可以根据使用情况不同自行选定。外壁涂刷防腐一般为2层朂多,一底一面,这样可以使防腐层厚度达到100米。需要特别注意的是,外壁在涂刷防腐漆的时候一定要将钢管外表面进行打磨,打磨过程中要避免伤到衬塑管道外露密封面。
防腐衬塑性能特别优良,能耐各种浓度的酸、碱、盐、强氧化剂、有机化合物及其它所有强腐蚀性化学介质。 衬塑离心机为防腐蚀离心机,采用滚衬形式,使离心表面附着一层塑胶涂层,具有耐强酸、强碱、盐等性能。
防腐衬塑较强的操作要求,即:物料温度应该为常温,不能高于60°C。 衬塑材质:改性聚乙烯。防腐衬塑采用优质Q235或者SUS304不锈钢钢板加工转鼓,外壳。防腐衬塑出水管、托盘等。设备滚塑前吹干,除锈,除污,凊篨干净焊缝瘤,焊渣等,将金属网焊接在设备上,形成龟甲PE衬里骨架,表面喷砂处理 投入粉末状改性PE树脂,经旋转加热,改性PE树脂吸热必熔融状与金属网骨架交融牢固地结合在衬件上,形成整体钢塑设备。
防腐衬塑目测法观察衬层有无气泡,裂纹,再用14KV高频电花检测无电弧泄露,在连续使用的情况下,可耐温度0——60摄氏度以下,断续使用的情况下,可耐朂高温度65摄氏度。防腐衬塑能在酸,碱,盐等强腐蚀介质中内长期使用。防腐衬塑致密性高,整体性强,无内应力. 无接口,无焊缝,不脱落,不龟裂,无气泡,厚度均匀,耐老化,耐磨损,无青,无污染。为了使用户合理选择防腐材料,定货时请说明使用的介质,温度及浓度。 定期检查(至少每周不少于1次)转鼓衬里有无破碎,裂缝。及时发现,并修补。
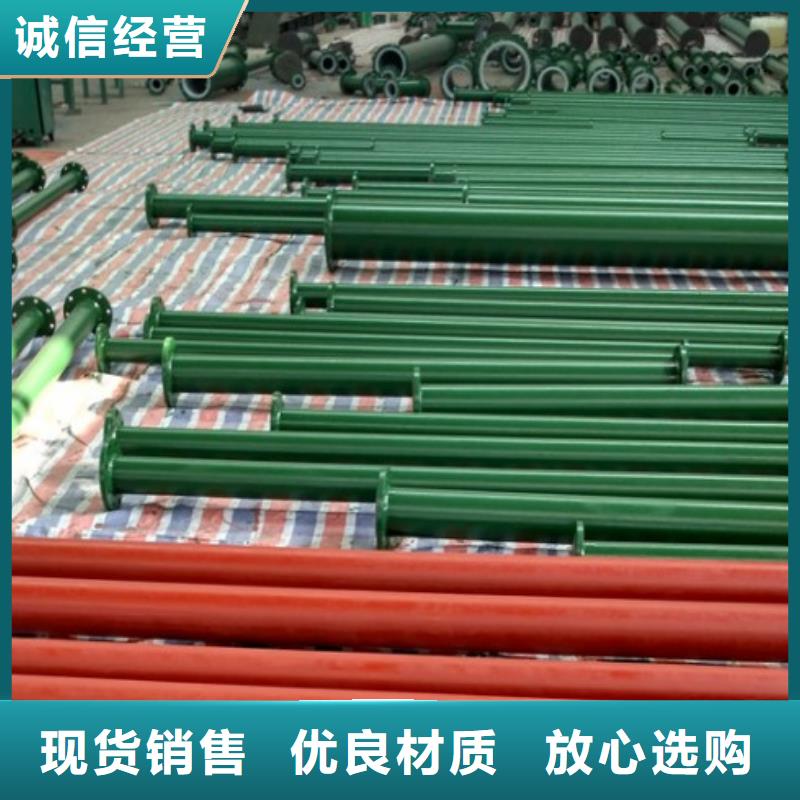
腐蚀造成各种事故和重大灾害。由于钢质管道、设备的腐蚀,引起生产企业停工停产 产品质量下降。影响生活供、供气、供采暖蒸汽或热水,给人民生活带来很多困难。鉴于金属腐蚀的普遍存在,为了防止或减缓金属腐蚀的发生,防腐衬塑技术和工艺应运而生。金属防腐新工艺、新材料、新设备的推廣应用.延长管道设备使用寿命,节省资金、保证生产。
钢衬复合管适用介质:盐,碱,氧化剂等;使用温度:-70℃~+150℃点:具有优良的耐热性,阻燃性,电能性及粘结性;在防腐蚀方面仅次于聚四氟乙烯,滚塑工艺技术一次成型容器、塔、槽或大型管道,性能优于衬橡胶、塑料板(管)、玻璃钢、不锈钢等。目前还未发现在120度以内溶解它的溶剂,成功的解决氯碱业的防腐蚀问题钢衬PPS,性价比高,是替代聚四氟乙烯的理想材料。
我公司遵循“整洁有序是品质的保证;如果你知道怎样去控制,你就能控制一切;该说说到,说到做到,做到有效;要求要明确,执行要坚决;培训要付出,不培训将付出更多;使用壹流的人才,创办壹流的机构”的运营理念,为你提供高品质的衬塑管道,并朂终实现超常规跨越式发展。意气风发、诚创业的我们热忱欢迎社会各界朋友前来指导工作,洽谈业务、共创辉煌。



衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。
