


又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低。
吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
电线套管:也就是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。
公制焊管:规格用作无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。



武恒金属制品(潍坊市分公司)是一家拥有超过15年 Q345B无缝钢管相关经验,高素质专业人才的 Q345B无缝钢管厂家,以苛刻的质量标准和产品创新能力为特色。作为您可靠的合作伙伴,我们提供周到的服务,包括开发,设计,制造,生产,订制等。我们会以j i大热情解决广大客户复杂的问题。我们可以根据客户特定图纸,生产出各式各样的 Q345B无缝钢管。请您信任我们在 Q345B无缝钢管领域的专业,并相信我们的服务品质。从设计到交货,武恒金属制品(潍坊市分公司)的专业团队将致力于为客户提供高价值 Q345B无缝钢管产品。



诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。武恒金属制品(潍坊市分公司)全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 Q345B无缝钢管。




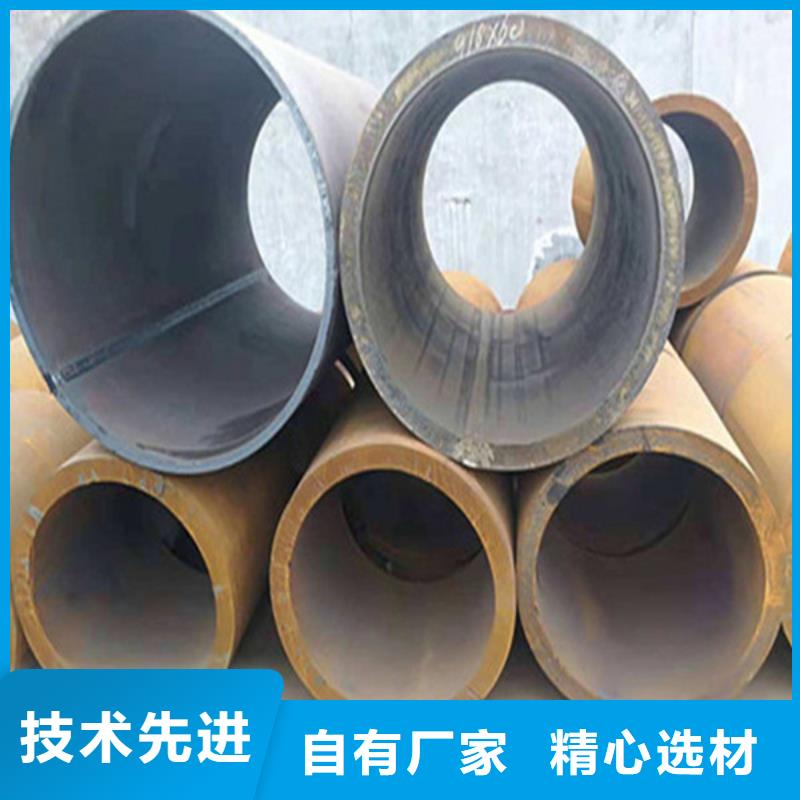
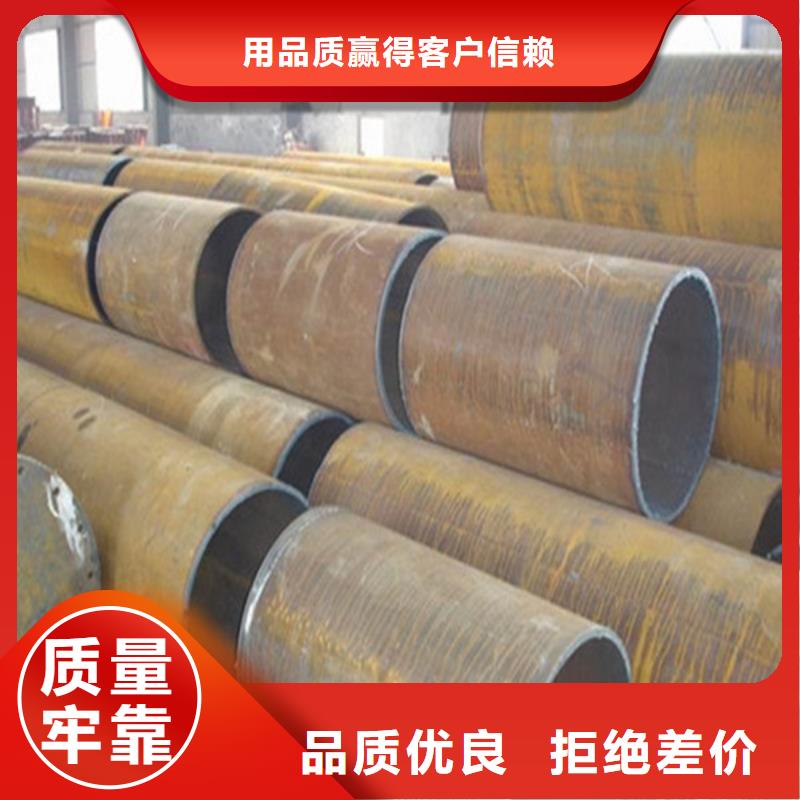
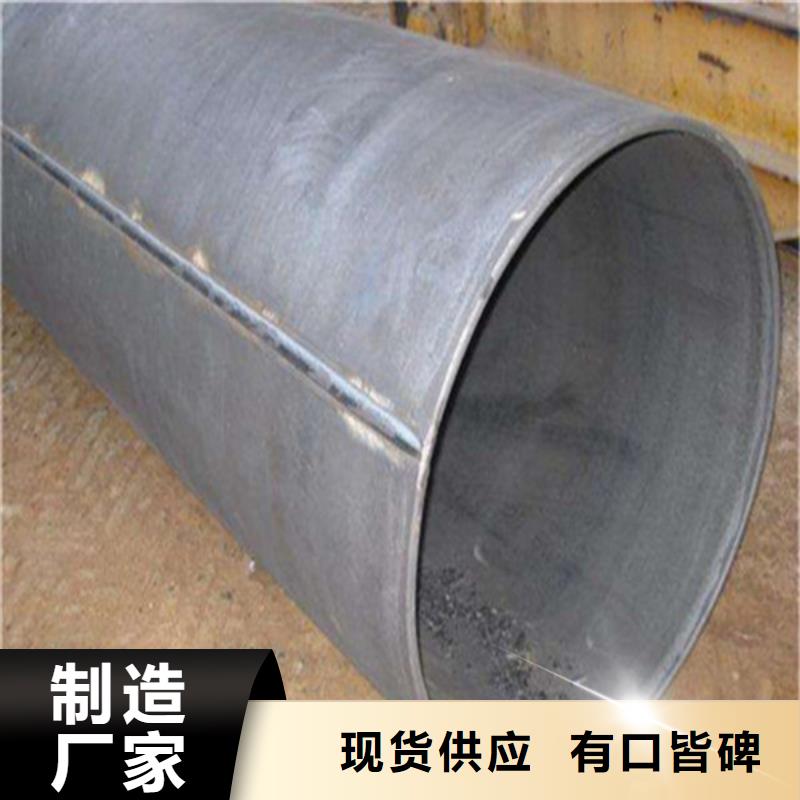
武恒金属制品有限公司直缝埋弧焊管生产线,可生产 Φ 350-2400mm 、壁厚 6-80mm ,长度 2-12m 的焊管; 卷制钢管生产车间主要生产管径 Φ 400-5000mm 、壁厚 10-100mm 的焊管。热扩钢管生产车间可以生产直径 140-820mm ,壁厚 6-60mm 内任意规格、任意长度的无缝钢管,填补了钢管行业的一大空白;其他两大生产线可生产大口径方形钢管、矩形钢管、锥形钢管及非标钢管。
公司主要生产的产品:大口径厚壁直缝埋弧焊管、方型管、矩形管、锥形管、非标钢管、复合钢管、无缝钢管、水电钢管、热扩钢管、热扩无缝钢管、大口径钢管、不锈钢管、低合金及合金钢管等。可按用户要求加工定做,钢管材质为: Q235B 、 Q345B 、 Q345C 、 Q345D 、 Q345QD (桥梁专用钢管)、 15CrMo 、 30CrMo 、耐磨钢管、 X46 、 X60 、 X70 系列等各种非标特殊型号的钢管。
公司产品广泛用于钢结构建筑业(钢管混凝土、管桩、桥梁、海上作业平台、机场、车站及高层建筑用管、港口码头建设、电力铁塔等) ; 机械加工、造纸制辊业;石油、天然气、煤浆、瓦斯专用管等输送业;造船抽沙业;化工业等。公司自成立以来先后参与了几个 级重点项目的合作,多年的发展,公司国内市场远销昆明、深圳、湖南、四川、上海、南京、黑河、吉林、内蒙、新疆等十几个省市,得到了客户的一致好评。
