




想要一睹镀锌管_厚壁无缝管满足客户需求产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:镀锌管_厚壁无缝管满足客户需求的图文介绍
我公司常年生产销售:(河南濮阳) 本地 09CuPCrNi-A槽钢。以质量求生存,以信誉求发展,愿新老客户前来洽谈合作。
公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。


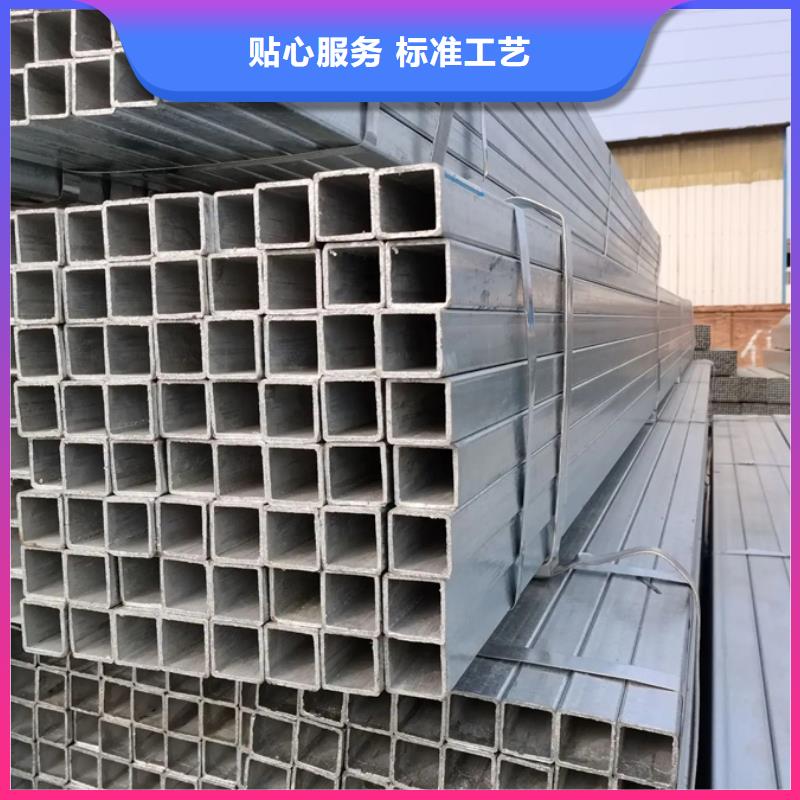
镀锌方管应该是焊接应力过于集中的问题。镀锌方管的材质淬火后很脆,焊接时局部高温,没有相应的保温措施,导致断裂。焊接:焊接,又称“熔接”或焊接、焊接,是将两种或多种材料加热、加压或一起使用,使两个工件之间产生原子结合的过程和连接方法。焊接在金属和非金属方面都有广泛的应用。二辊斜轧穿孔机广泛应用于一发镀锌钢坯穿孔。不仅普通的奥氏体镀锌钢板,而且难变形的双相不锈钢和镍基合金都可以在两辊斜轧穿孔机上生产。 如果使用双辊锥型辊穿孔机,镀锌管可生产的钢种与毛细管的表层很短,如向内折叠和内部裂纹等内表层缺陷。另外,生产出来的毛壁厚度更薄,经过各种轧管机可以使壁厚变薄,从而减少冷拔道次,提高生产效率和成功率,显着提高经济效益。 热挤压工艺是国外热处理镀锌方管的关键生产工艺。 与挤压成形和冷轧的生产方法相比,镀锌方管挤压成形法的特点是金属材料在整个变形过程中受到三维压缩应力。 对于抗变形能力高、热固性差的塑料的不锈钢管,可以获得良好的内外工艺性能和合金成分。 由于柱式液压机破孔技术的改进,挤压后的荒壁厚度精度可达到5%~7%。

同样,这种类型的液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 镀锌管冷处理前,应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 选择负60度,然后在负120度进行制氢是基本方案。 固溶温度越低,精密镀锌方管越高,会导致残余马氏体转变为奥氏体,但不太可能完全改变,经过试验可以发现,大部分都是2左右的残余 %,那么此时必须保留残余马氏体,可以起到缓存作用。 据了解,的高品质主要体现在规格精度和表面光洁度的高低上。 即使经过调质处理,镀锌方管表面也不会有空气氧化膜,冷拔也不会变形,因此可以进行更复杂的加工制造方案,这些都是的优点 管道。 在强大的外力作用下,的抗塑性变形和抗断裂工作能力得到了一定程度的提高。 的描述表明,过渡膜中抗腐蚀性较弱的部分由于自激反应会产生点腐蚀反应,产生的小孔会与靠近的地方形成强腐蚀性水溶液。加快蚀刻速度。


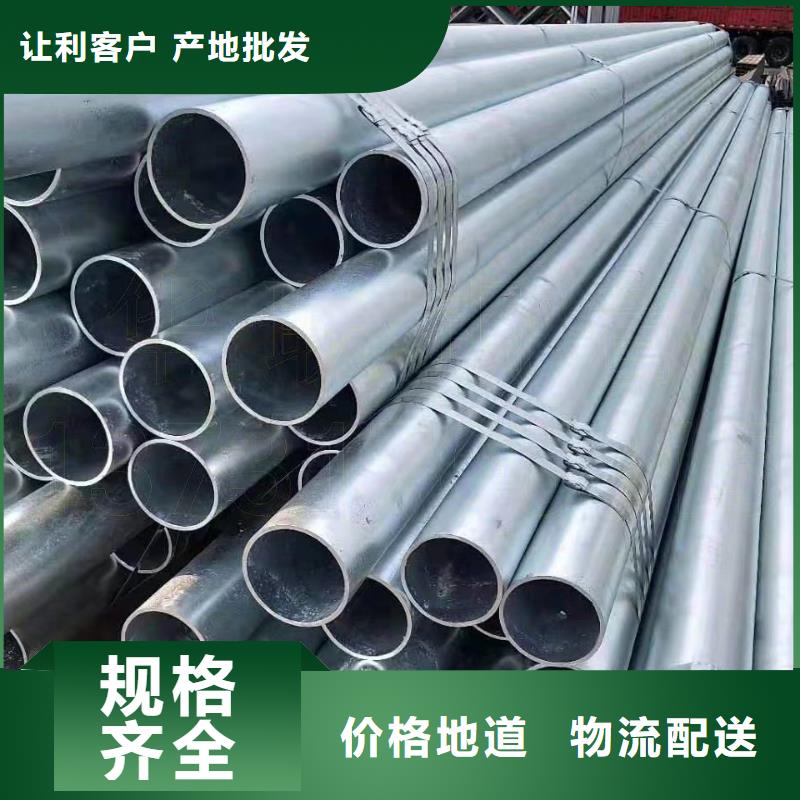
镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?



