
想要更直观地感受管线管焊管厂家工艺先进产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:管线管焊管厂家工艺先进的图文介绍


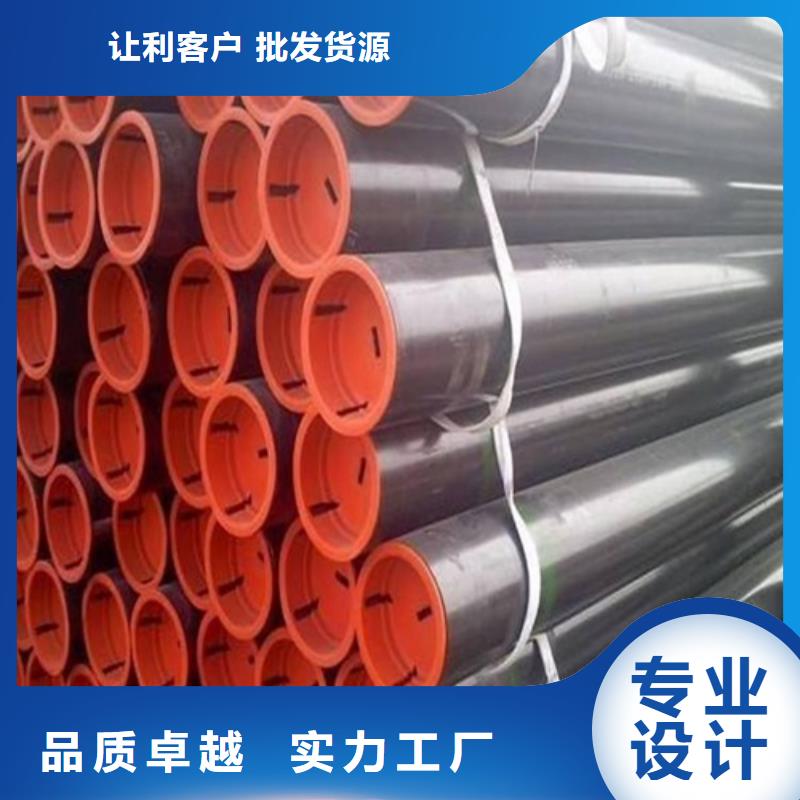
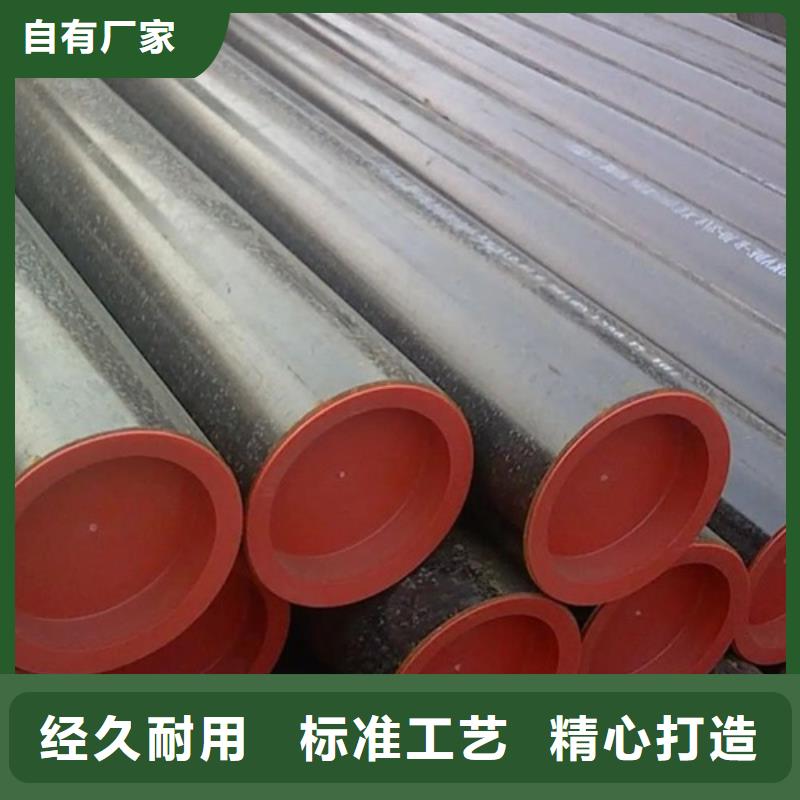
直缝管线管主要依据的制作标准国内的是gb9711国外以api5l为标准,该标准也对直缝管线管的抗拉强度,屈服强度,伸长率,屈服比,抗冲击性,热处理的状态给出了明确的范围。 直缝管线管的材质主要是x42,x46,x52,x56.x70及相对应的l系列。按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。直缝管线管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。



L245管线管低温回火所得组织为回火马氏体。其目的是在保持淬火钢的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。 L360管线管高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。 L360管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。该管主要材质为B、X42、X46、X56、X65、X70等钢级。

管线管电焊焊接溅出的方法 管线管电焊焊接溅出的危害主要表现在:减少电焊焊接熔敷率,减少电焊焊接生产效率;溅出物易黏附在焊接件和喷头上,危害激光焊接品质,使电焊焊接工作标准下降及施工时间;电焊焊接熔合不稳定,造成焊接外观设计比较不光滑等缺点。要避免溅出的产生,下列五个对策应当对您有些协助: (一)管线管电弧焊中,针对每一种孔径焊条的溅出率和电焊焊接电流量中间都具有着一定的规律性:在小电流量区溅出率较小,进到大电流量区溅出率也较小,而正中间区溅出率大。因此在挑选电焊焊接电流量时,应尽量绕开溅出率高的电流量地区。 (二)焊条外伸长短应尽量减少,可以更合理地降低管线管电焊焊接溅出。 (三)气体保护焊机选用正正负极时因为电孤受阳极氧化色斑工作压力危害,溅出猛增且颗粒物大,因而一般选用直流电反正负极接线方法。 (四)在电焊焊接控制回路中串连大的电感器。选用中等水平电流量标准气体保护焊时,因弦长较短,与此同时熔滴和熔合都是在不断地健身运动,熔滴与熔合非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有一部分熔滴是短路故障衔接,在电焊焊接控制回路中串连大一些的电感器,使短路容量升高速度比较慢一些,那样可以恰当地降低管线管电焊焊接溅出。 (五)气焊枪竖直电焊焊接管线管时溅出量少,歪斜视角越大,溅出就越大。根据实践经验证明,气焊枪前伸或后倾好不超过20°,大不可以高于25°。


管线管焊接性质 管线管电焊焊接前焊接处尽量抛光处理 尽量把电焊焊接处的热镀锌层抛光处理掉,要不然会导致气泡、沙孔、假焊等。还会继续使焊接变脆,弯曲刚度减少。 管线管电焊焊接特点分析 管线管一般是在低碳钢外镀一层锌,热镀锌层一般在20um厚。锌的熔点在419°C,溶点908°C左右。在电焊焊接中,锌熔化成液态浮在熔池表面或在焊接根部位置。锌在铁中具有非常大固质量摩尔浓度,锌液态会沿位错多方面浸蚀焊接金属材质,低熔点锌造成“液态金属材质脆裂”。 此外,锌与铁可造成金属材质间延展性化合物,这类延展性相使焊接金属材质塑性形变降低,在拉应力场作用下而导致裂缝。 倘若电焊焊接角焊缝,尤其是在是T形联接头的角焊缝很容易导致通过裂缝。管线管电焊焊接时,焊缝表面及边缘处的锌层,在电孤热作用下,导致氧化、融化、蒸发以至挥传来奶白色烟尘和蒸汽,很容易导致焊接出排气口。 由于氧化而发生的ZnO,其熔点较高,约1800°C上下,若在电焊焊接整个过程中基本参数偏小,将导致ZnO焊疤,此外。由于Zn变为除氧剂。导致FeO-MnO或FeO-MnO-SiO2低熔点氢氧化物焊疤。其次,由于锌的蒸发,挥传来许多的奶白色烟尘,对人体有刺激、危害作用,因此,尽量把电焊焊接处的热镀锌层抛光处理处理掉。



鹏鑫钢铁(深圳市分公司)位于山东聊城经济开发区武夷山路,优良的地理环境,现代化的产业集群,让企业具备了快速发展的基本动力。配套设施齐全。我司一路坚持用科技和信念打造过硬的产品和质量,在消费者心目中形成良好的口碑效应。成绩属于过去,奋斗属于未来。鹏鑫钢铁(深圳市分公司)秉承:德、孝、诚、爱和利他精神的企业理念,“创品质,树精品企业”的宗旨,“诚信、创新、发展”的经营理念,“用心服务、尽善尽美”的服务理念。



L245N管线管激光切割方法 L245N管线管是用不锈钢铸件或耐磨橡胶精轧管经破孔制成毛管,接着经热扎、冷轧或冷拨制成。L245N管线管光纤激光切割的形式有很多种多样。下面为大伙儿详解广泛的L245N管线管激光切割方法。 1运用数控锯床。数控锯床的特征是伤口齐整方便快捷与施工工地电焊焊接,缺点是效率高太低,也就是比较慢。 2、运用人气力光纤激光切割。特点是快,效率高,缺点是割出入口的表面呈现锯齿形模样,防碍与建筑施工。 3、运用管道行走式自动切割机。运用管道行走式自动切割机的特征是耗费划算,割出入口光滑齐整,经历运用管道行走式自动切割机光纤激光切割以后无缝拼接L245N管线管的不锈钢板材L245N管线管和运用数控锯床的割口沒有较大的区别。



