
我们为您准备了球墨铸铁管做工精细产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
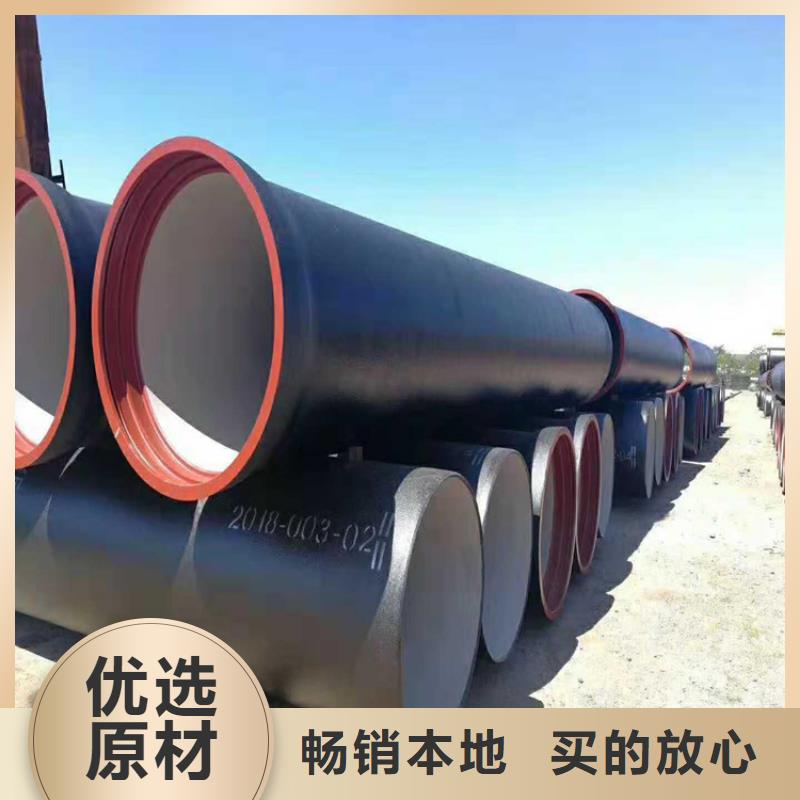
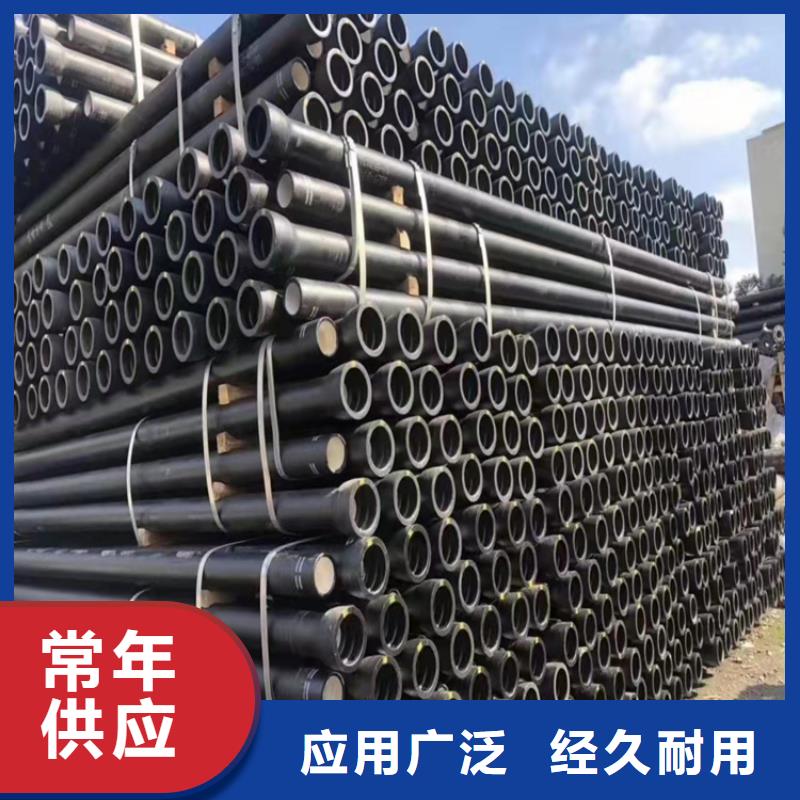
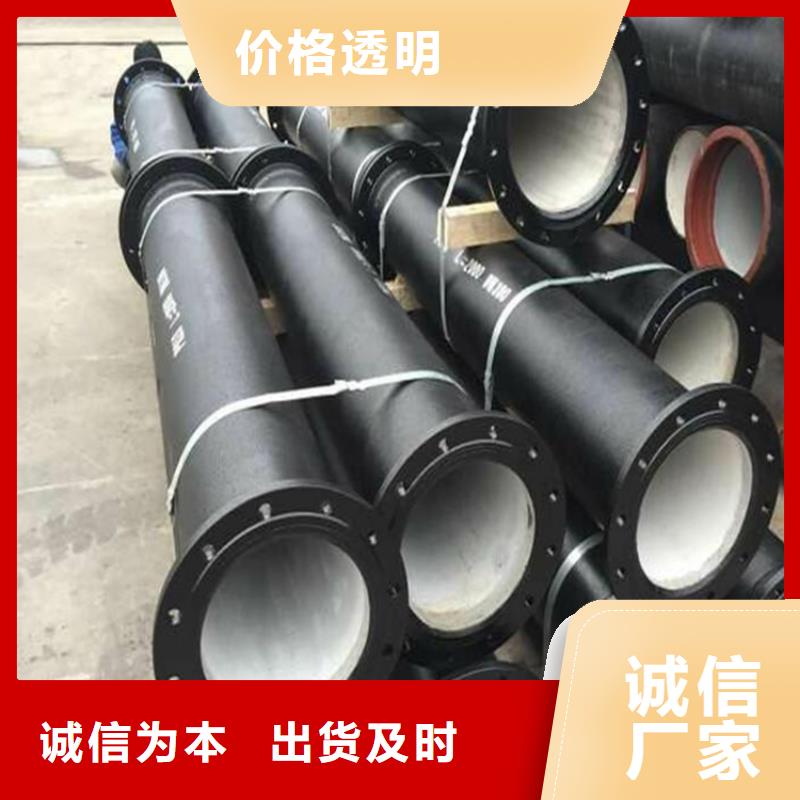
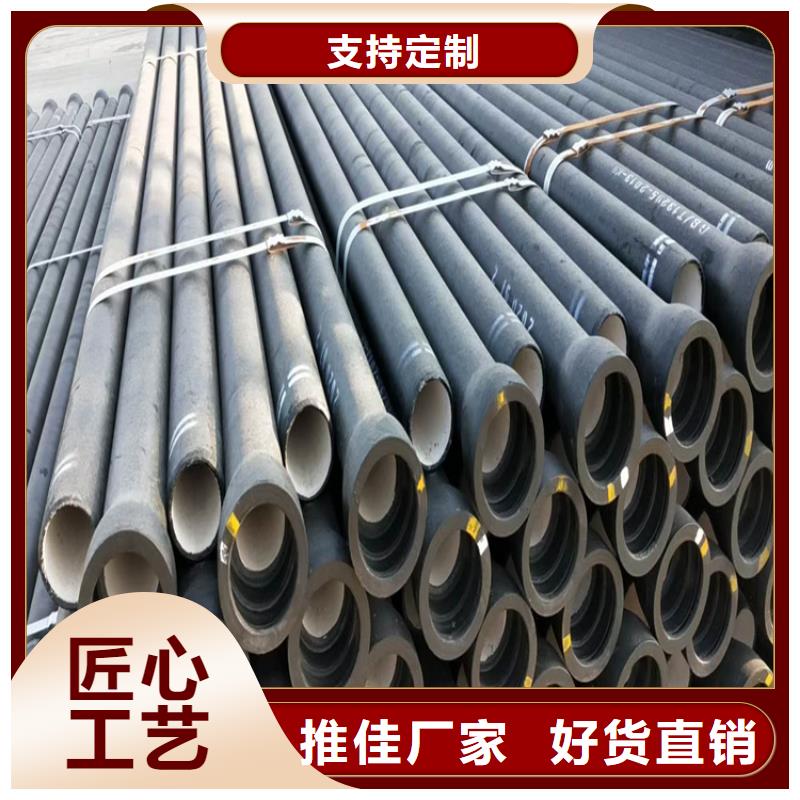
以下是:球墨铸铁管做工精细的图文介绍
博钢铁(广东省分公司)基本对 B125球墨铸铁井盖产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 B125球墨铸铁井盖行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: B125球墨铸铁井盖产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!



球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:
①、清理管口:将承口内的所有杂物擦洗干净。
②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即 可。
③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械 下管法。
⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已 清理的管子部位再次污染。
⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶 圈的距离一致。
⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用 单根钢丝进行安装。
⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙 中检查胶圈位置是否正确到位)。






球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:
①、清理管口:将承口内的所有杂物擦洗干净。
②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即 可。
③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械 下管法。
⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已 清理的管子部位再次污染。
⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶 圈的距离一致。
⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用 单根钢丝进行安装。
⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙 中检查胶圈位置是否正确到位)。



球墨铸铁管与普遍铸铁管的优势体现: 球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界先进工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。 因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这的优势的。
