您的位置>首页 >本溪本地新闻中心 >
弯管厂家现货批发
更新时间: 2025-06-01 22:02:54 ip归属地:本溪,天气:阴转多云,温度:17-29 浏览次数:47
以下是:弯管厂家现货批发的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:弯管厂家现货批发的图文视频
导读 弯管厂家现货批发_航萧管件(本溪市分公司),固定电话:【17306359888】,移动电话:【17306359888】,联系人:宋经理,经济开发区崂山路物流院内 发货到 辽宁省 沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 溪湖区、明山区、南芬区。 辽宁省,本溪市 本溪市,辽宁省辖地级市,位于辽宁省东南部,地理坐标介于东经123°34’~125°46’,北纬40°49’~41°35’之间,属中温带湿润气候区,四季分明,总面积8413.96平方千米。截至2022年末,本溪市常住人口126.7万,常住人口城镇化率为79.86%。截至2023年6月,本溪市辖4个区、2个自治县,市人民政府驻高新技术产业开发区枫叶路188-1号。
视频不仅展示了弯管厂家现货批发产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:弯管厂家现货批发的图文介绍

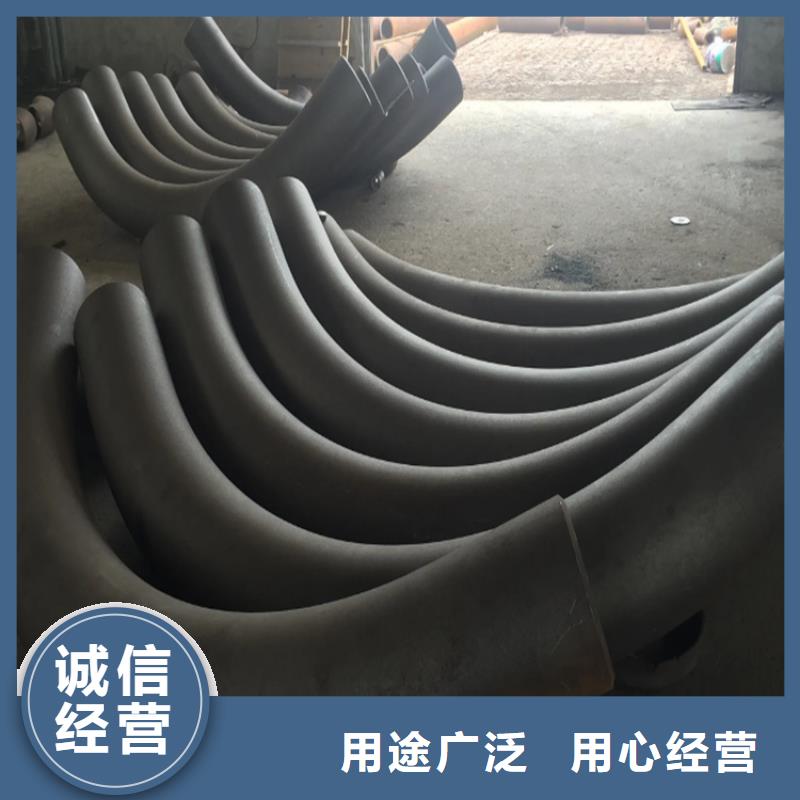
以匠心理念做好每一个H型钢拉弯
H型钢拉弯的详细介绍
质优价廉包退换货



全自动弯管机的质量鉴别方法 随著科技的进步,各式各样的全自动弯管机品种一直在填补市场的空缺,满足市场各种的需求,目前市场上主要的全自动弯管机品种有CNC全自动弯管机,半自动弯管机,手动弯管机,这几种弯管机,如何鉴别全自动弯管机的品质?相信对大多数消费者来说并不是特别了解,全自动弯管机厂的小编认为要注意以下几个方面。 1、模架硬度和模架硬度也是设备能否正常使用的关键。在模具硬度低于洛氏HRC60的情况下,模具硬度低于洛氏HRC50。 2、设备的主要参数测量:让设备空转,用手触摸各模座,手感应无抖动,否则视为不合格产品。 3、将设备装入模具,扣压试样接合处,用卡尺或千分尺测量接合处,圆度在0.1MM以下即可。 4、检查设备模架的八瓣均分和模架的平整度。质量比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是全自动弯管机的质量鉴别的方法了,大家可以了解一下!
总结 在辽宁省本溪市采买弯管厂家现货批发到航萧管件(本溪市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:宋经理-【17306359888】,地址:《经济开发区崂山路物流院内》。