



为了让您更地了解我们的镀锌管厚壁无缝管用心做产品,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:镀锌管厚壁无缝管用心做产品的图文介绍

热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


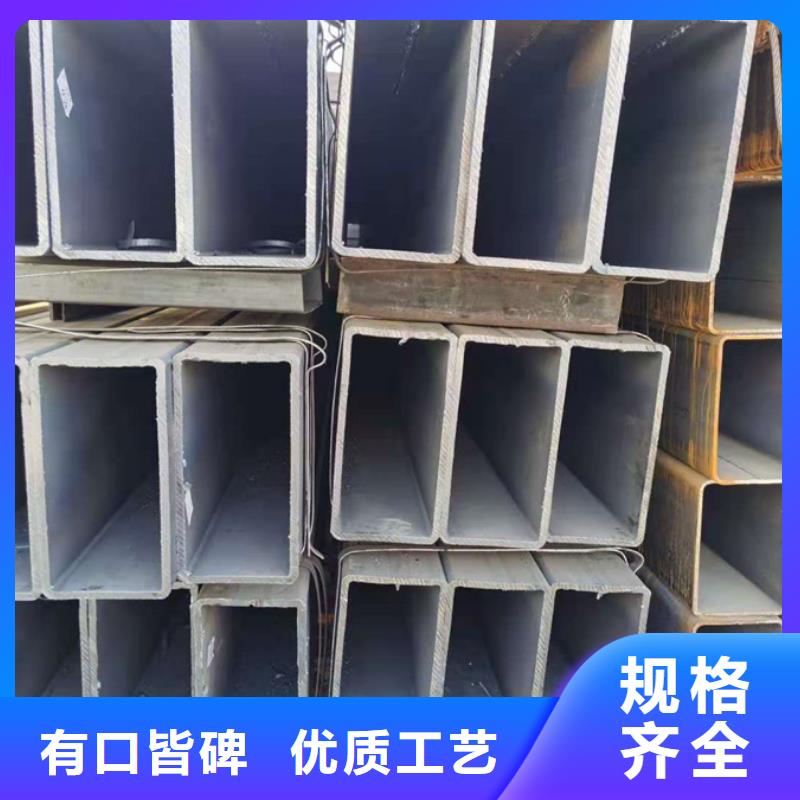
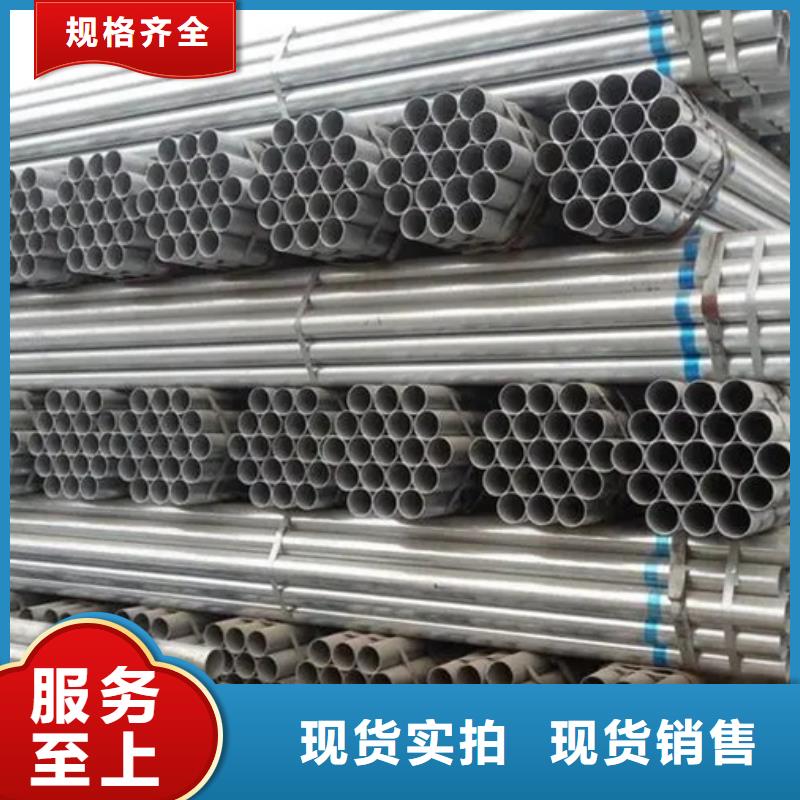
镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?



另外,16mn镀锌方管等温工艺时间的长短应根据镀锌方管结构更换的完成情况而定。 时间过长会降低工作效率,所以要认真完成。部分进行等温淬火的镀锌方管不进行淬火处理。但对于部分经过终热处理的产品工件,其内部的残余马氏体在随后的空冷过程中可能会转变为奥氏体,因此需要进行淬火固溶,目的是为了去除延展性和为了 光滑的尺子,必须注意淬火温度应低于等温工艺温度。 镀锌管热如何匀称制冷呢?热是制造中比较常见的原材料,对日常生活也有很大的帮助。其中,热厚壁不均匀,冷却不均匀。这个问题也有自己的解决方案。我们来说说厚壁怎么均匀冷却?这种不对称性现在可用于改善管的前端和后端,具体取决于条带的选择。 沿其整个宽度屏蔽器件可改善边缘温度不均匀性。此外,输送辊的倾角不易立即影响管体的对称冷却,倾角的变化是影响热通过的关键因素。



苏沪金属制品(黑龙江省分公司)位于德清升华库,主营: 09CuPCrNi-A槽钢等等。 我公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供优质的服务。欢迎惠顾!!! 欢迎各界人士参观考察!!! 如果您对我公司的产品服务有兴趣,请在线留言或者来电咨询!!!


