


想要一睹 钢材工厂现货供应产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是: 钢材工厂现货供应的图文介绍


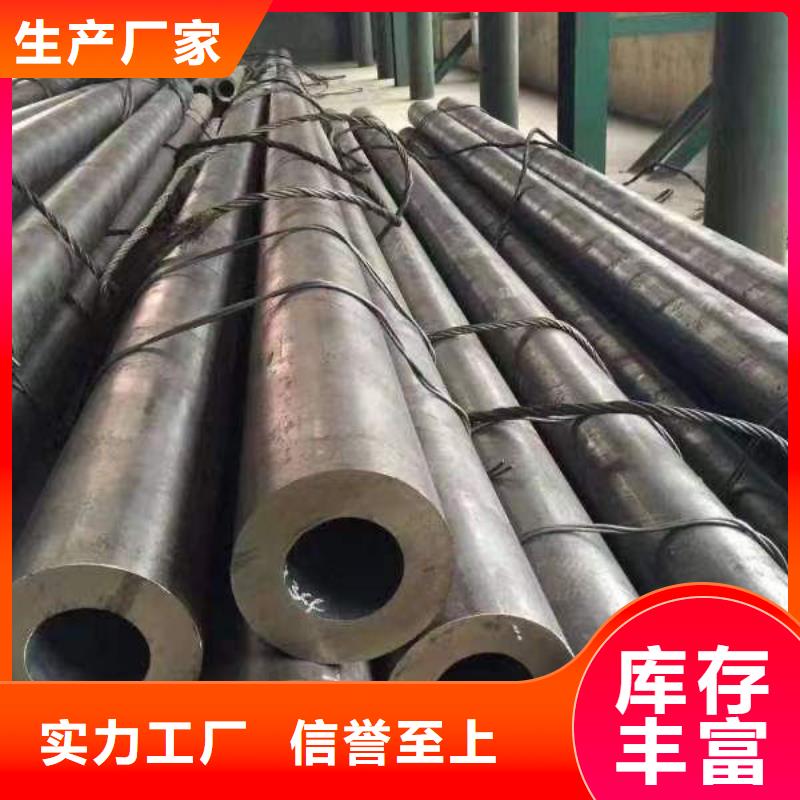
无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。



上善若水,厚德载物,面向未来的发展,角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(大石桥市分公司)将一如既往的秉承和谐、拼搏、科学、创新的宗旨,通过进一步强化规范管理、建设精英团队、培育文化、打造优质品牌,保证企业的持续、、高速发展。并在此过程中,为客户提供多方位优质 角钢,对内为员工创造良好的成长平台为己任,不断为社会创造价值。



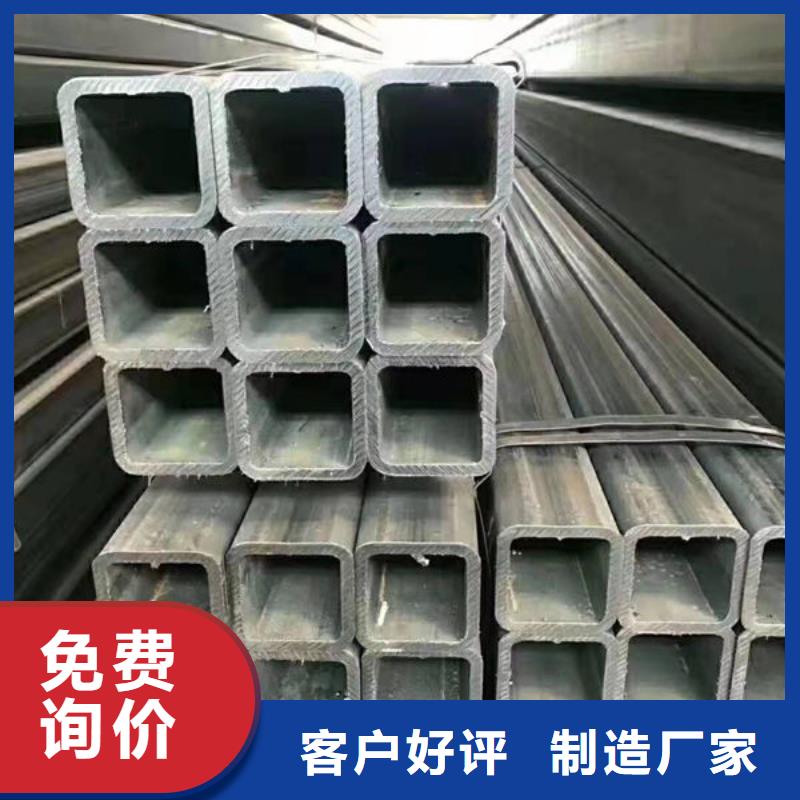
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。



方管,是方形管材的一种称呼,也就是边长相等的的钢材。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,方管的加工工艺如下:方管要在专用进口流水线上进行制作,以确保风管制作精度及方管的密闭性。方管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。方管管体与插接法兰间的连接应采用无铆钉连接钢材工艺,运用进口设备进行无铆钉连接工艺。方管的咬口连接应采用进口自动咬合器进行咬合工艺。方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式。

