




想知道【球墨铸铁管Gcr15精密钢管支持定制加工】产品有多棒?看视频就够了,它比千言万语都更有说服力!
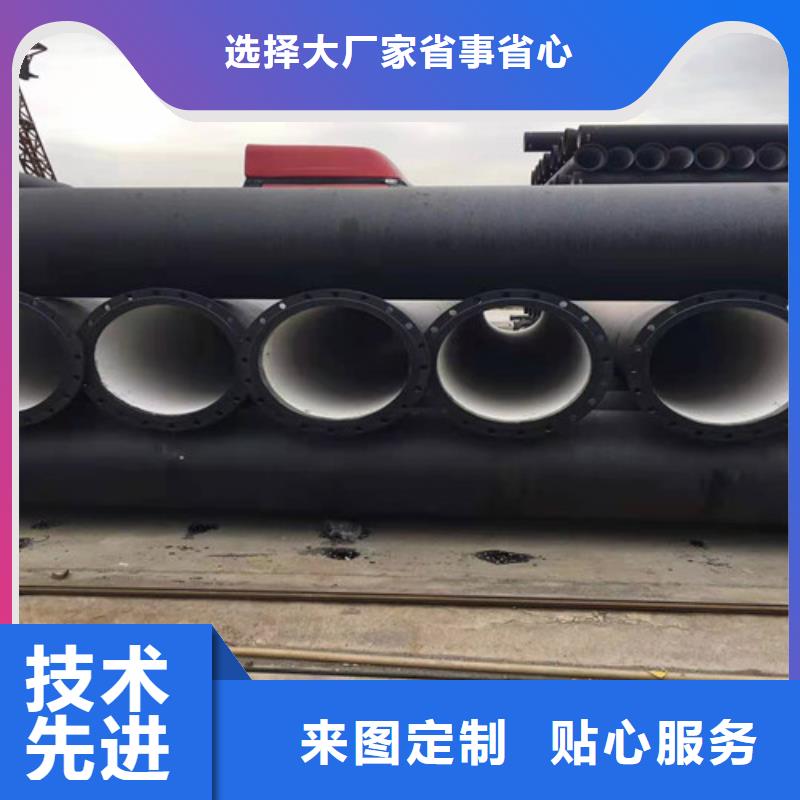
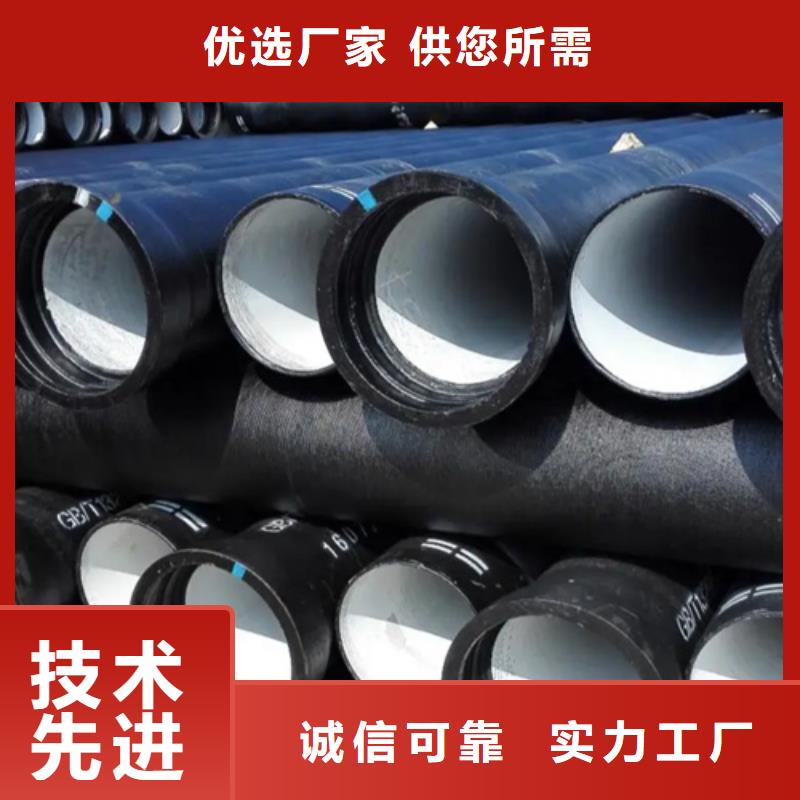
以下是:【球墨铸铁管Gcr15精密钢管支持定制加工】的图文介绍
凭借精湛的技术、先进的管理体系与较高的综合实力,云海旭金属材料(黑龙江省分公司)现已成为国内 方钢行业的一匹“黑马”。


发中溶入了空气,经压力作用分解成微小气泡(凭观察不到),气泡的紧密排列就会感觉到的水呈,当在容器中静止数分钟后,随着气泡消失,水就会变清。这种现象不会影响到自来水水质。发黄原因有两个。一是从用户总表后个阀门至用户家中的镀锌管道因长年使用或管材问题造成锈蚀而形成的自来水二次污染。 当今球墨铸铁管是国水,排水管中使用多的一种管材,随着经济的快速发展,西部战略的进一步实施,、西气东输、改造日益增长,球墨铸铁管的市场的逐步扩张,适用领域的加大,前景十分乐观国内的。 目前,的球墨铸铁管大部分由国内民营企业生产,每年出口大约10%,但是技术含量较低,价格便宜,进口的铸铁管一般是国内生产不了的货或者是国内急需的产品,国内的民营企业占据主导地位,国有企业逐渐退出市场,而且外资企业基本属于高端产品,价格高,定位也高,但是近年来,有加速向转移生产之势。 近期我才注意到现在好多球磨铸铁管需要做实验才能进行评估,检测后才能进行批量生产!所以我整理了下相关资料。在实验的时候需要了解和注意的一些事项!球磨铸铁管安装时进行水压实验应统一指挥,明确分工,对后背、支墩、接口、排气阀等都应规定专人负责检查,并明确规定发现问题时的联络信 。 球磨铸铁管道接口完成后,用短管甲、短管乙及盲板将试压管段两端及三通处封闭,试压球磨铸铁管段除接口外填土至管顶以上50cm并夯实。做好后背及闸门、三通等管件加固。由低点进水,高点排气,注满水后浸泡24小时后,在试验压力下10min降压不大于0.05Mpa时,为合格。


球墨铸铁管:GB/T13295–2008ISO2531-2008承压能力不同柔性铸铁管承受压力高为:0.4Mpa球墨铸铁管承受压力低为:0Mpa口径不同单位(mm)柔性铸铁管口径:50,75,100,150,200,250,300大口径300.本主要生产销售球墨铸铁管,。 的技术人员介绍:造成球墨铸件问题产生的原因:原料:采用优质生铁,低磷、低硫。球化率:球化率,达标产品才进入下一道工序。浇铸铸造中产生的缺陷:夹砂和砂眼,现象,是模具造成的,需要对模具及时修复。 球墨铸件退火,应力。退火保持适当的温度,只有在退火良好的情况下,球墨铸件都会有很好的物理性能。成品缺陷修复:在发现在有缺陷产品时,根据情况:可修复进入修复程序,不可修复作为废品处理。解决球墨铸件出现问题的办法:生产技术因素:在不考虑球墨铸件缺陷的前提下,影响球墨铸件性能的主要因素是铁水成分以及基体组织。 铁水成分方面要考虑到各种元素的变化、铸件要求的化学成分,从而合理选择炉料。同时在熔炼中也要注意操作工艺,保证铁水温度以及成分性,避免产品局部浇铸出现问题。因素:在生产方面,应该加强生产技术人员的培训,铸造技术,严格把关,对于生产的每一个环节加强控制,及时发现问题,解决问题。



球墨铸铁管合格率你不知道的现在由于成本的,球墨铸铁管的价格也会随着增长,厂家为节约成本只有在产品合格率上下工夫,资销量的一种方试。从网上看到一些相关资料,员工都认真学习一下,离心机拉管出产球磨铸铁管时简单呈现缺点,通常有:重皮、气孔和、夹渣搀杂、渗漏等,其间重皮、气孔和是两种主要的缺点。 要进步球墨铸铁管合格率,需求采纳以下办法:管模方面防止管模打点偏稀,下降管模打点的速度,能够使打出的麻点稠密、均匀;防止管模打点过浅,进步风压,磨好打允许,能够确保麻点深度适合。关于内外表有油脂和杂物的管模,特别是新运用的管模,运用前有必要铲除管模外表的油脂和杂物。 溜槽方位关于因溜槽出铁口弯头形状不妥或溜槽出铁口间隔承口方位较远,简单在球磨铸铁管管子的承口部位构成重皮的缺点,需求在出产时一定要查看设备,必要时替换溜槽出铁口弯头,并离心机主机在下位时的限位,缩短溜槽出铁口距承口的间隔。 关于有龟裂纹的管模,细微的,运用时恰当增大模粉的参加量;龟裂纹严峻的,有必要及时替换管模。操控铁水温度铁水温度过低简单、管模温度低会发生重皮缺点,铁水温度高、铁水发气量增大会发生气孔缺点。中频炉工序应严厉按工艺规则供给适宜温度的铁水,而且离心机在出产时合理操控进口温度和冷却速度。



