


PE钢带增强螺旋波纹管PE塑钢缠绕管厂家大量现货的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
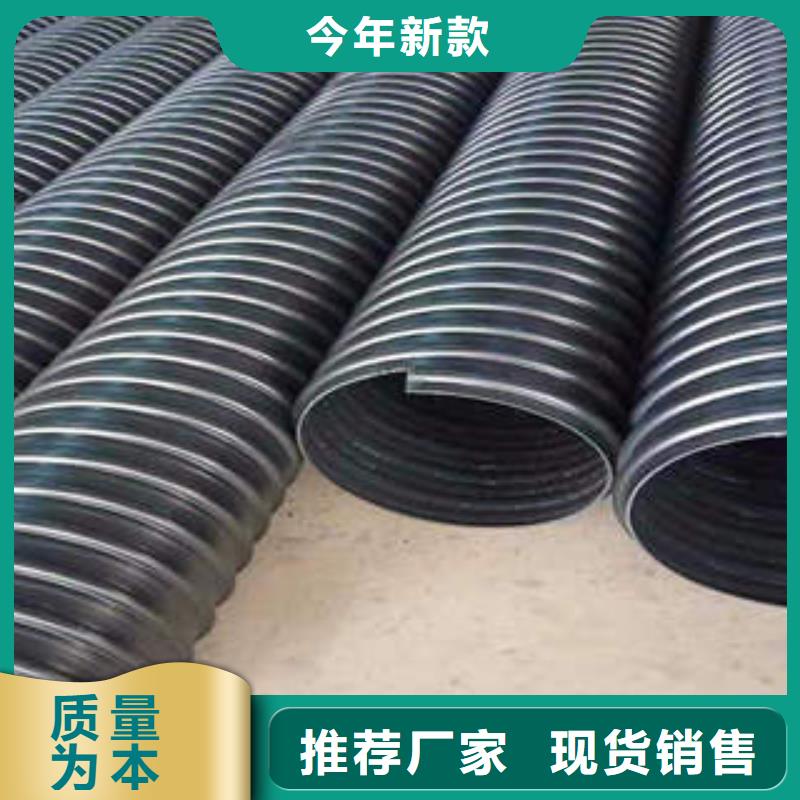
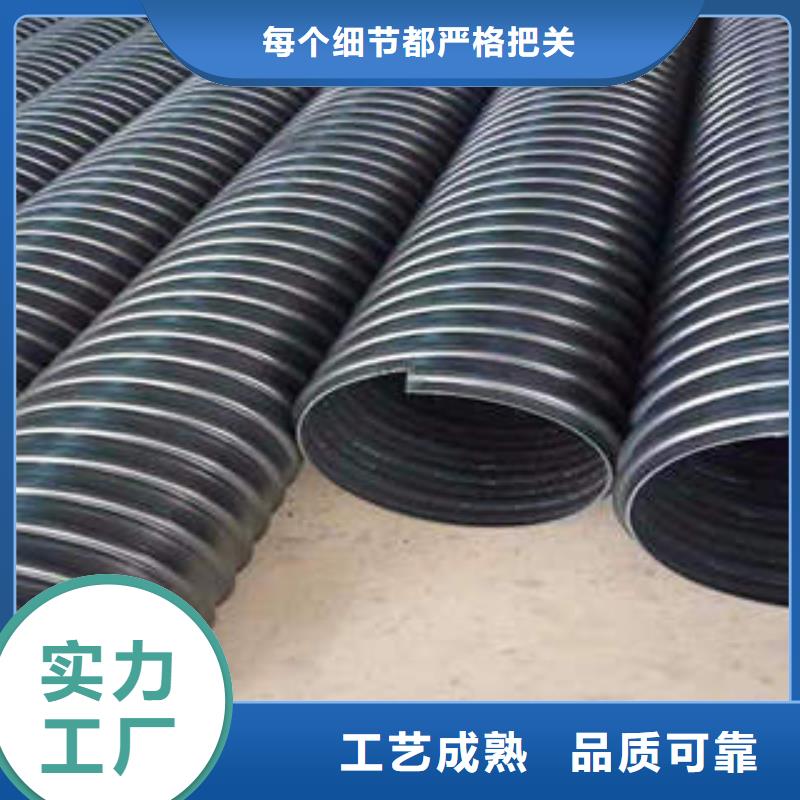
以下是:PE钢带增强螺旋波纹管PE塑钢缠绕管厂家大量现货的图文介绍


PE钢带增强螺旋波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE钢带增强螺旋波纹管制作过程的却是。小小的PE钢带增强螺旋波纹管必须经过复杂的工艺才能成为合格的产品,由于PE钢带增强螺旋波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE钢带增强螺旋波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE钢带增强螺旋波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE钢带增强螺旋波纹管,满足日常生活的需要。
PE钢带增强螺旋波纹管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE钢带增强螺旋波纹管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE钢带增强螺旋波纹管常见缺点的缘由剖析:内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。
PE钢带增强螺旋波纹管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE钢带增强螺旋波纹管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE钢带增强螺旋波纹管常见缺点的缘由剖析:内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。



苏州润星电力管材是一家专业致力于 HDPE塑料盘管的开发设计、销售推广为一体企业。经多年的销售经验,公司一直与国内外生产厂家保持良好的合作关系。批发零售: HDPE塑料盘管等。本公司进货渠道广泛,产品齐全,质量保证,货源充足,欢迎广大新老客户来电咨询!苏州润星电力管材 ,文明经营,以诚为本。



双平壁钢塑复合管的生产成本要高于塑钢缠绕管的生产成本。双平壁复合管工艺复杂,生产速度慢,并且相同口径、相同环刚度管材双平壁复合管的米重要大于塑钢缠绕管的米重,从而增加了施工和运输过程中的难度,提高了施工和运输成本。相同口径、相同环刚度管材。聚乙烯塑钢缠绕管管壁结构高度相对较低,从而管材外径相对较小,理论上沟槽开挖深度及宽度较小,从而降低了施工成本。塑料管道的产品特点决定了其线性膨胀系数较大,而如果在排水管道上采用伸缩节的方式解决线性膨胀,不仅增加了材料成本,同时也大大增加了施工成本和施工难度。
而塑钢缠绕管的倒T型结构特点使其在填埋到地面后,可有效的解决管道的线性膨胀问题,由于土壤与管道本身呈锯齿状结合,相当于在管道的钢肋之间形成了限制管道进行线性膨胀的小区域,有效的分解了整根管道的线性膨胀。良好的结构特点极大的降低了以后管道系统的维修和维护成本。塑钢缠绕管连接方式有两种:其一,对于DN/ID≤1200管材,在管材连接处(外部),采用橡胶套加不锈钢套连接,连接特点简单、可靠;其二,对于DN/ID≥1200管材,在管材连接处(内部),采用电热熔带焊接的连接方法,也可以采用不锈钢卡箍连接。连接特点都非常简单、可靠。HDPE塑钢缠绕管的卡箍式弹性连接,对施工环境要求不高,在潮湿有水的环境下也可以施工,并且塑钢缠绕管的倒T型结构,可以使不锈钢卡箍以及检查井的结合部位呈锯齿型紧密的结合在一起,避免了管与管之间、管与检查井之间接口位置脱落的现象。
从而保证了系统的性。塑钢缠绕管的钢带与PE是经挤出形成的一体化带材,可有效的防止与水接触。从而提高了管道的使用寿命。综上所述,HDPE塑钢缠绕管在地下排水工程中的应用,不仅工程综合造价低,施工快捷,工程质量高,使用寿命长,不淤不渗漏,也利于长期环境的保护。广泛的应用各种排污工程,长期使用省去了人力维护而投入的各项费用,符合客观的发展规律,符合 发展的战略。江西三正塑胶管业专业生产HDPE塑钢缠绕管和销售污水管及配套窨井座、塑钢缠绕管、HDPE钢带增强螺旋波纹管、窨井盖等。公司坚持以“产品质量是企业。服务质量是企业生命之源泉的质量方针,将社会责任为己任一丝不苟地狠抓HDPE塑钢缠绕管产品质量和HDPE塑钢缠绕管服务质量,向用户提供质优价廉的产品,经受了市场的考验,获得了用户的好评。
塑钢缠绕管在国外已经得到广泛的应用,如欧美各发达 。HDPE塑钢缠绕管比传统埋地管材如铸铁管、钢管、混凝土管有太多的优越性,是替换旧管网的 材料。从表面上看塑钢缠绕管不及混凝土管,特别是钢筋混凝土管,在正确设计和施工下HDPE钢带增强螺旋波纹管是和周围土壤共同承受负载的。
而塑钢缠绕管的倒T型结构特点使其在填埋到地面后,可有效的解决管道的线性膨胀问题,由于土壤与管道本身呈锯齿状结合,相当于在管道的钢肋之间形成了限制管道进行线性膨胀的小区域,有效的分解了整根管道的线性膨胀。良好的结构特点极大的降低了以后管道系统的维修和维护成本。塑钢缠绕管连接方式有两种:其一,对于DN/ID≤1200管材,在管材连接处(外部),采用橡胶套加不锈钢套连接,连接特点简单、可靠;其二,对于DN/ID≥1200管材,在管材连接处(内部),采用电热熔带焊接的连接方法,也可以采用不锈钢卡箍连接。连接特点都非常简单、可靠。HDPE塑钢缠绕管的卡箍式弹性连接,对施工环境要求不高,在潮湿有水的环境下也可以施工,并且塑钢缠绕管的倒T型结构,可以使不锈钢卡箍以及检查井的结合部位呈锯齿型紧密的结合在一起,避免了管与管之间、管与检查井之间接口位置脱落的现象。
从而保证了系统的性。塑钢缠绕管的钢带与PE是经挤出形成的一体化带材,可有效的防止与水接触。从而提高了管道的使用寿命。综上所述,HDPE塑钢缠绕管在地下排水工程中的应用,不仅工程综合造价低,施工快捷,工程质量高,使用寿命长,不淤不渗漏,也利于长期环境的保护。广泛的应用各种排污工程,长期使用省去了人力维护而投入的各项费用,符合客观的发展规律,符合 发展的战略。江西三正塑胶管业专业生产HDPE塑钢缠绕管和销售污水管及配套窨井座、塑钢缠绕管、HDPE钢带增强螺旋波纹管、窨井盖等。公司坚持以“产品质量是企业。服务质量是企业生命之源泉的质量方针,将社会责任为己任一丝不苟地狠抓HDPE塑钢缠绕管产品质量和HDPE塑钢缠绕管服务质量,向用户提供质优价廉的产品,经受了市场的考验,获得了用户的好评。
塑钢缠绕管在国外已经得到广泛的应用,如欧美各发达 。HDPE塑钢缠绕管比传统埋地管材如铸铁管、钢管、混凝土管有太多的优越性,是替换旧管网的 材料。从表面上看塑钢缠绕管不及混凝土管,特别是钢筋混凝土管,在正确设计和施工下HDPE钢带增强螺旋波纹管是和周围土壤共同承受负载的。



井筒砌筑井筒高度应符合设计要求,砌筑时要挂中心线,边砌边测量内径尺寸,防止尺寸出现偏差。圆形收口井井筒砌筑时,要根据设计要求进行收口。四面收口时每层不应超过30mm;三面收口时每层不应超过40mm~50mm。且规范要求井室砌筑每日砌筑高度不得超过118m。415.抹面勾缝抹面前应先用水湿润砖面,然后采用三遍抹面, 遍1B2水泥砂浆打底,厚10mm,必须压入砖缝,与砖面粘贴牢固,第二遍抹厚5mm找平,第三遍抹厚5mm铺顺压光,抹面要一气呵成,表面不得漏砂粒。抹面完成后,并顶应覆盖养护。勾缝前检查墙体来缝深度,墙面杂物,洒水湿润。勾缝要求深浅一致,交接处平整,一般要求比墙面深3mm~4mm,勾完一段清扫一段。
416.井环及井盖安装井环采用混凝土预制井环,强度等级将根据设计确定,井环下铺1B3水泥砂浆座底。为了保证井盖与室外地坪面的平顺,我司将按照室外地坪设计高程、纵横坡度,在室外地坪面层施工前完成井环和井盖的安装。5.闭水试验本工程污水管道在覆土前需按市政验收标准要求进行闭水试验。闭水试验段宜选在两检查井之间,为节省试验工作,亦可选取数井一起进行闭水试验,闭水实验装置示意图见下图4。(1)由于混凝土或砂浆本身有吸水作用,因此在灌满水后不应立即作渗水量记录,而应在管道灌满水后至少相隔24h,使混凝土或砂浆本身含水饱和后再开始作渗水量记录。(2)根据井内水平的下降值计算渗水量,渗水量不超过规定的允许值即为合格。
(3)排水管道闭水试验允许偏差及检验方法见表3。6.沟槽回填施工管道安装工程经工程主体结构隐蔽验收合格后,应及时进行回填,以免晾槽过久造成,挤坏管道或管道接口抹带空鼓开裂,回填具体要求按施工图设计。雨季易产生泡槽造成回填作业困难,回填尽可能与沟槽开挖施工形成流水作业。为了保证回填的质量,须随时掌握回填材料含水量及压实密度。沟槽回填,必须确保构筑物的,管道、井室等不位移、不破坏;管坑回填至设计标高,回填时两侧同时进行,以防管道位移,管顶以上回填时,应注意不要损坏管道,控制管顶的竖向变形;回填时,槽内应无积水,不得回填淤泥、腐植土及有机物质等土方,回填料中不得夹有大块砖石,沟槽回填顺序,应按沟槽排水方向由高向低分层进行。
应按规定分层用平板振动器或手扶型压路机压实,每层的虚铺厚度:机械夯实不大于30cm,人工夯实不大于20cm,管坑回填密实度按照设计图纸有关规定严格执行。应对回填质量进行检查,现场质检员在沟槽回填过程及结束时须严格按质量检验评定标准及设计文件要求对回填质量进行检查验收,并在检查验收合格的前提下,提请工程师对沟槽加填质量进行检查验收,并做好质检记录及验收记录。7.结语综上所述,通过对该市政排水管道改造工程施工技术的探究,根据现代城市老城区排水管网存在的问题,以及旧区管网改造的特点,本人认为市政排水管网改造要以选择合适的管材和合适的施工方案,设计与施工互相配合,尽量缩短施工工期,降低日后养护维修的频率和成本费用。
416.井环及井盖安装井环采用混凝土预制井环,强度等级将根据设计确定,井环下铺1B3水泥砂浆座底。为了保证井盖与室外地坪面的平顺,我司将按照室外地坪设计高程、纵横坡度,在室外地坪面层施工前完成井环和井盖的安装。5.闭水试验本工程污水管道在覆土前需按市政验收标准要求进行闭水试验。闭水试验段宜选在两检查井之间,为节省试验工作,亦可选取数井一起进行闭水试验,闭水实验装置示意图见下图4。(1)由于混凝土或砂浆本身有吸水作用,因此在灌满水后不应立即作渗水量记录,而应在管道灌满水后至少相隔24h,使混凝土或砂浆本身含水饱和后再开始作渗水量记录。(2)根据井内水平的下降值计算渗水量,渗水量不超过规定的允许值即为合格。
(3)排水管道闭水试验允许偏差及检验方法见表3。6.沟槽回填施工管道安装工程经工程主体结构隐蔽验收合格后,应及时进行回填,以免晾槽过久造成,挤坏管道或管道接口抹带空鼓开裂,回填具体要求按施工图设计。雨季易产生泡槽造成回填作业困难,回填尽可能与沟槽开挖施工形成流水作业。为了保证回填的质量,须随时掌握回填材料含水量及压实密度。沟槽回填,必须确保构筑物的,管道、井室等不位移、不破坏;管坑回填至设计标高,回填时两侧同时进行,以防管道位移,管顶以上回填时,应注意不要损坏管道,控制管顶的竖向变形;回填时,槽内应无积水,不得回填淤泥、腐植土及有机物质等土方,回填料中不得夹有大块砖石,沟槽回填顺序,应按沟槽排水方向由高向低分层进行。
应按规定分层用平板振动器或手扶型压路机压实,每层的虚铺厚度:机械夯实不大于30cm,人工夯实不大于20cm,管坑回填密实度按照设计图纸有关规定严格执行。应对回填质量进行检查,现场质检员在沟槽回填过程及结束时须严格按质量检验评定标准及设计文件要求对回填质量进行检查验收,并在检查验收合格的前提下,提请工程师对沟槽加填质量进行检查验收,并做好质检记录及验收记录。7.结语综上所述,通过对该市政排水管道改造工程施工技术的探究,根据现代城市老城区排水管网存在的问题,以及旧区管网改造的特点,本人认为市政排水管网改造要以选择合适的管材和合适的施工方案,设计与施工互相配合,尽量缩短施工工期,降低日后养护维修的频率和成本费用。

