


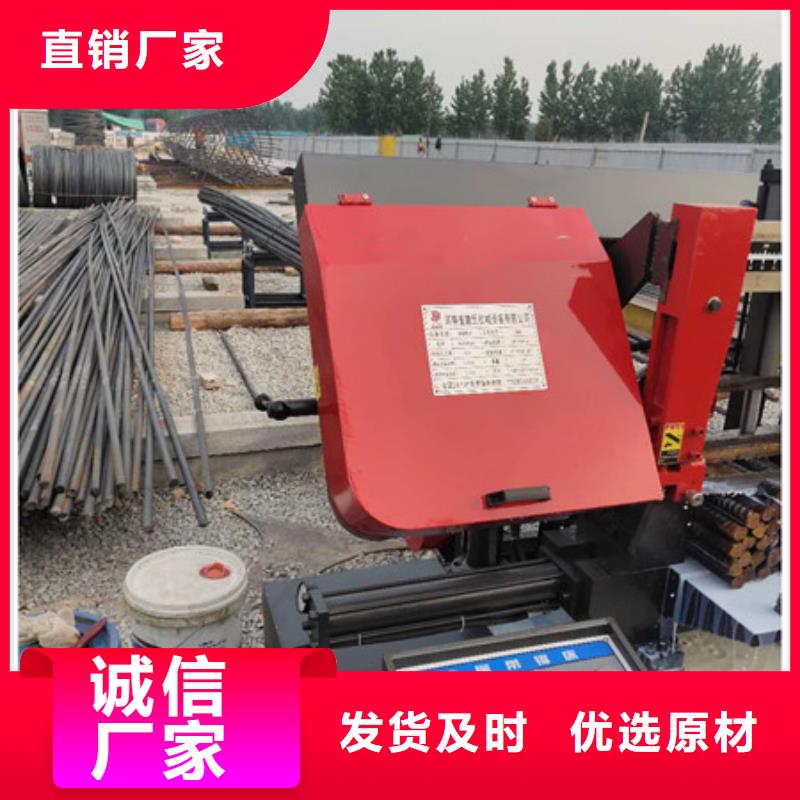


想要更直观地感受【锯床钢筋弯曲中心厂家直销规格多样】产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:【锯床钢筋弯曲中心厂家直销规格多样】的图文介绍


加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。



带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。

环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。带锯床主要有立式和卧式两种。立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
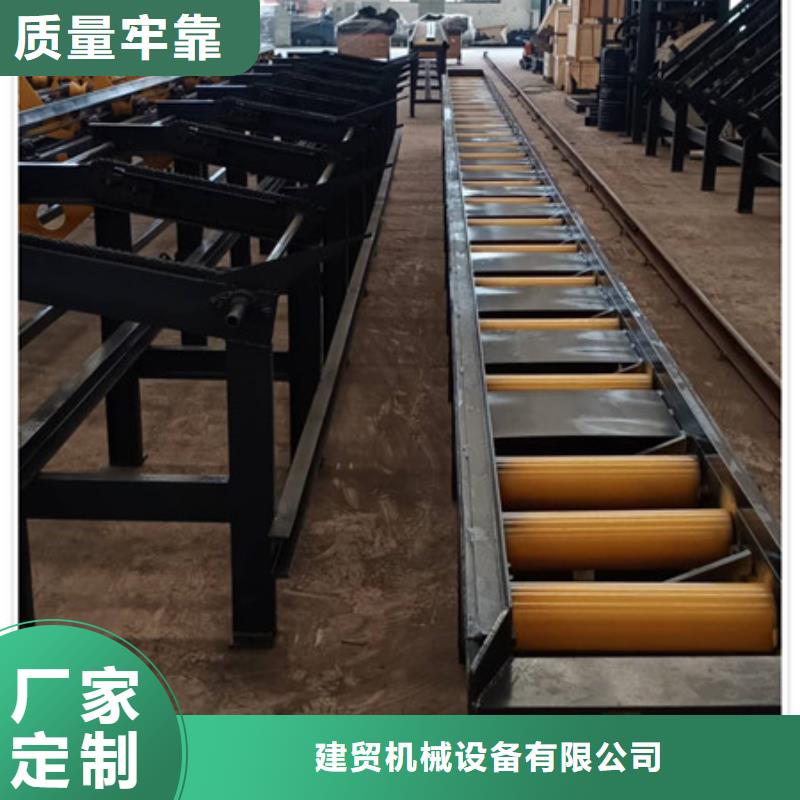
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)


锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。



十多年来,建贸机械设备(广安市分公司)凭借雄厚的技术力量,丰富的施工经验,严密科学的管理体系,承建了众多标志性 钢筋笼盘丝机工程,赢得了新老客户的赞扬和肯定,在同行业中享有很高和良好的信誉。



数控车床的外形与普通车床相似,即由床身、主轴箱、刀架、进给系统压系统、冷却和润滑系统等部分组成。数控车床的进给系统与普通车床有质的区别,传统普通车床有进给箱和交换齿轮架,而数控车床是直接用伺服电机通过滚珠丝杠驱动溜板和刀架实现进给运动,因而进给系统的结构大为简化。
GB系列金属带锯床主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、锯削精度高、操作方便、生产效率高等优点锯床主要部件有底坐;床身、立柱;锯梁和传动机构;导向装置;工件;张紧装置;送料架;液压传动;电气控制;及冷却;底座底座为钢板焊接而成的箱形结构,床身、立柱固定其上,底座内腔有较大空间,前左侧为电气按钮控制箱,右侧为电气配电板箱,中间由钢板焊成的液压油箱,装有液压泵站,液压管路。



