


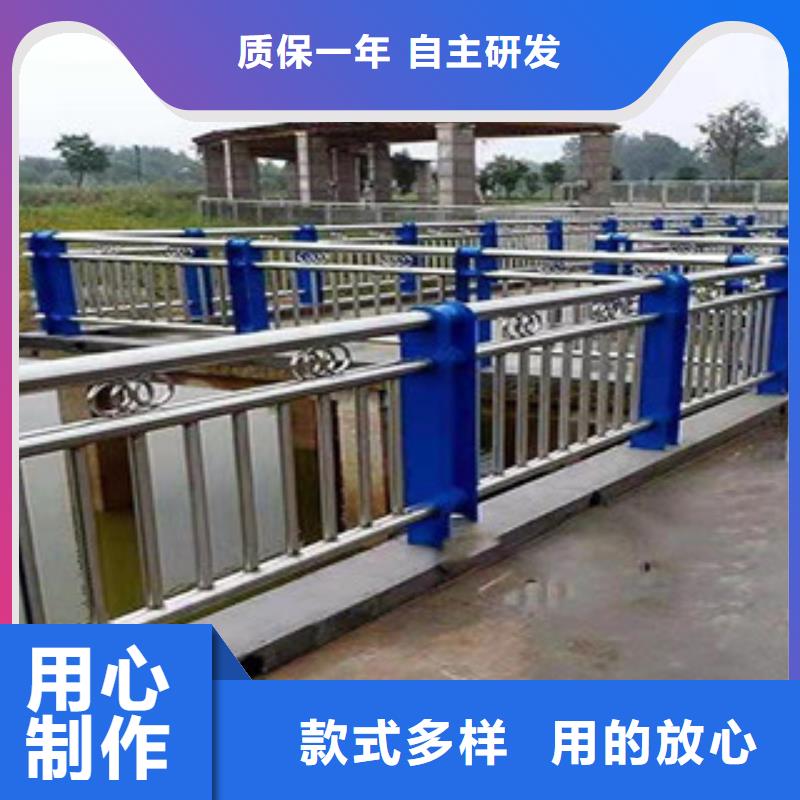


我们的桥梁护栏,201不锈钢复合管工艺成熟视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:桥梁护栏,201不锈钢复合管工艺成熟的图文介绍


层压法采用加热和机械复合的方法,将一层彩色薄膜和胶粘剂通过压制粘在PVC护栏表面。其特点是生产过程需要在流水线上进行,优质的薄膜和胶水需要进口。 检查。您是否在施工前检查管道和材料并满足外观,尺寸和其他要求? 下料。管道旋转,三重和可变直径需要一定的长度,并根据所需的拉伸长度尺寸切割管道材料。管道长度必须考虑管道的插入深度和管道的剩余磨损量(不认为切口是平的) 密封。切割管端口使用PE割炬通过手动塑料热焊接覆盖电线。使珠子尽可能光滑。严禁端面露出电线。冷却后,翻过来擦亮。请不要影响安装。 氧化去除层 为了提高焊接性能,管的焊接表面必须到达氧化层。我们采用Senshu的抛光工艺,当进入氧化层时,整个区域均匀抛光,并完全对齐。 用一块玻璃切割直径小于dn 110的管子。必须清洁它以及管的内壁。小口径用酒精洗涤。通过刮擦表皮来处理大直径的那些。不锈钢复合管内壁有铜线,所以使用软抛光片电抛光,防止加热线抛光。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,科阳金属制品(亳州市分公司)激流勇进,不断进行技术改造, 灯光防撞护栏产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。



首要用砂纸把锈处打磨平坦,锈迹磨掉,显露光亮的防撞护栏外表, 次粉刷要粉刷防锈漆均匀粉刷,粉刷结束后待油漆干枯后再粉刷第2次,第2次选用聚酯型面漆相同均匀粉刷,要留意外表润滑,待油漆干枯后功德圆满。假如防撞护栏老化严峻的话就要考虑替换新式的了。 其次定时的保养保护是不行短少的环节之一,选用定段定时保护,将间隔持久的防撞护栏产品,进行专业的别离,路途保护施工人员,在定时的检测高速公路的过程中更应留意两边的护栏是否有破损、开焊或是严峻腐蚀现象,呈现这种问题,应该及时奉告高速路途管理中心。让其派转专业保护人员进行现场整理、替换或是其他方面的保养作业。 终将生锈的告高速公路护栏详细尺度记录下来,并使用击打锤在围栏上测验详细的耐性,若发作大面积的掉漆、或是腐蚀现象,那么证明此处的防撞护栏现已被严峻的腐蚀,内部金属元素的软弱程度可想而知。 的办法是及时替换废旧围栏护栏产品。依据详细公路施工面积,选用新的护栏进行实践装置。



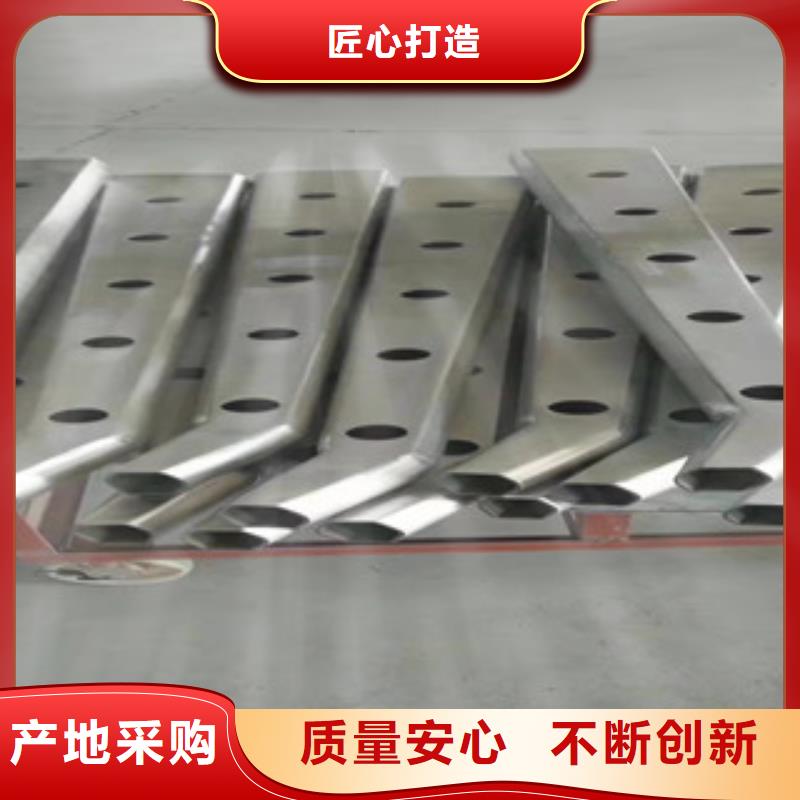
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。

