

观看我们的产品视频,就像打开了一扇通往89*25无缝钢管产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
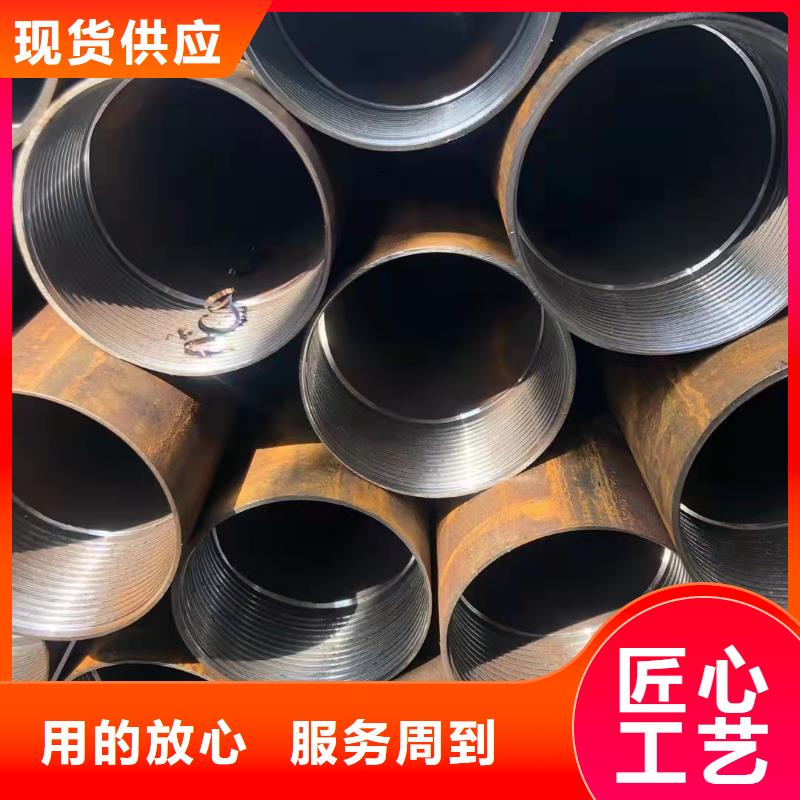
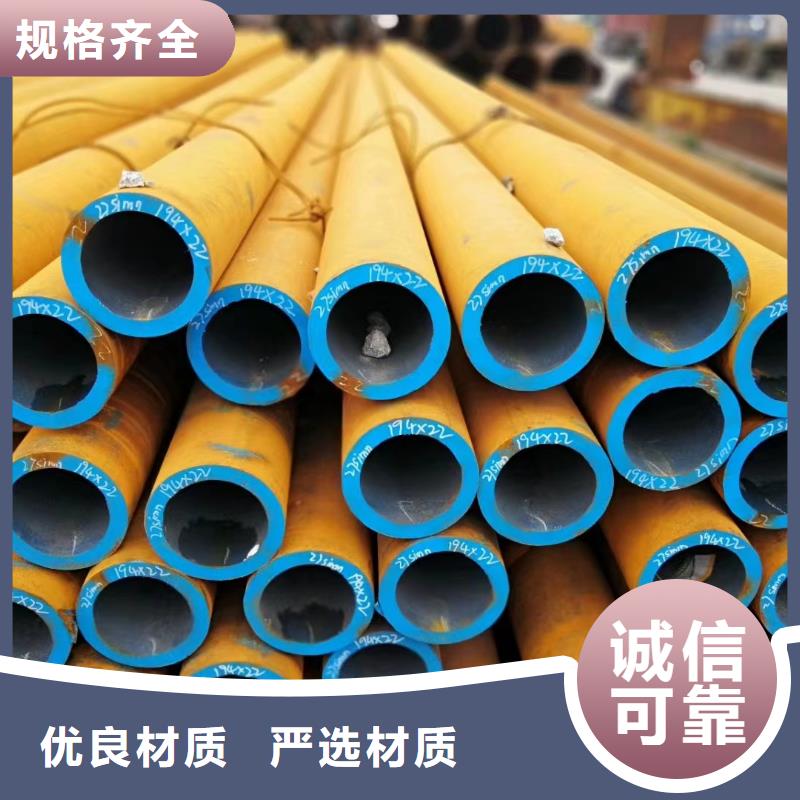
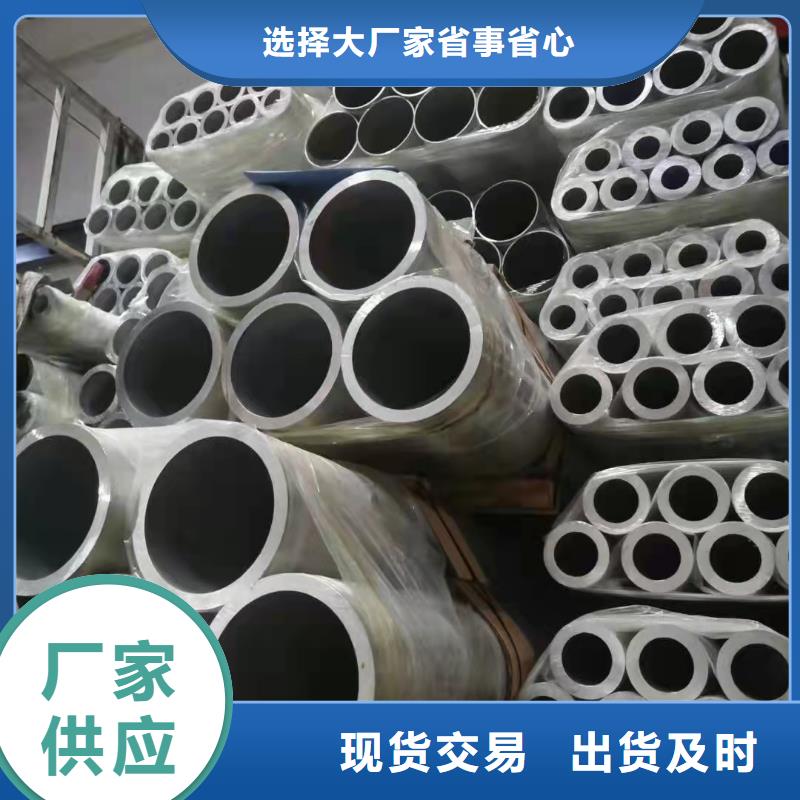
以下是:89*25无缝钢管的图文介绍

我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为200mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是国际轧管领域的发展趋势。GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径大于219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。


①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、本地理化、本地台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



建顺金属制品(黄南市分公司)位于东昌府区泰山路3号,是一家集生产、销售 降温散热器于一体的专业生产厂家。多年来我公司坚持以科学的管理和严格的检验制度,确保产品的精良,并以可靠的信誉,全方面的服务,赢得了新老用户的信赖和赞誉。优良的产品来自严格的制造工艺和科学先进的测试,更依靠员工严谨的工作作风和敬业精神。建顺金属制品(黄南市分公司)让您用优惠的价格、快捷的方式买到放心的产品。欢迎各界朋友光临。


无缝钢管表面质量检查:100%①人工肉眼检查:照明条件、附近标准、附近经验、附近标识、附近钢管转动。②无损探伤检查:a. 超声波探伤UT:对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。标准:GB/T 5777-1996 级别:C5级b. 涡流探伤ET:(电磁感应)主要对点状(孔洞形)缺陷敏感。 标准:GB/T 7735-2004级别:B级c. 磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。标准:GB/T 12606-1999 级别: C4级d. 电磁超声波探伤:不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。e. 渗透探伤:荧光、附近着色、附近检测钢管表面缺陷。

