


复合耐磨钢板_耐磨450钢板支持拿样产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:复合耐磨钢板_耐磨450钢板支持拿样的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家(临沂市分公司)秉承“以人为本,科技创新”的崇高信念,以可靠的 12cr1mov合金钢板产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。



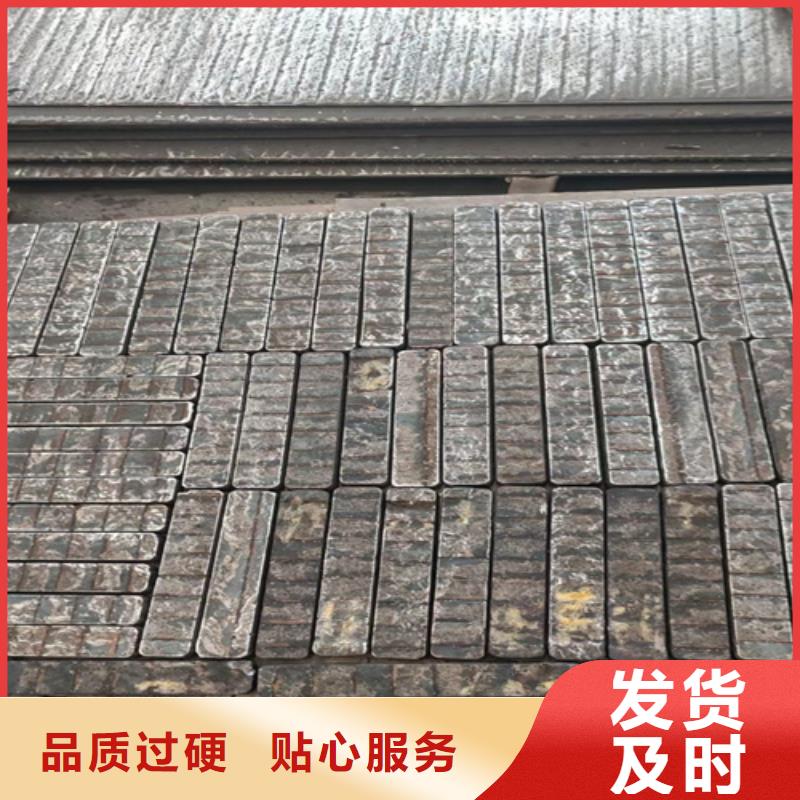
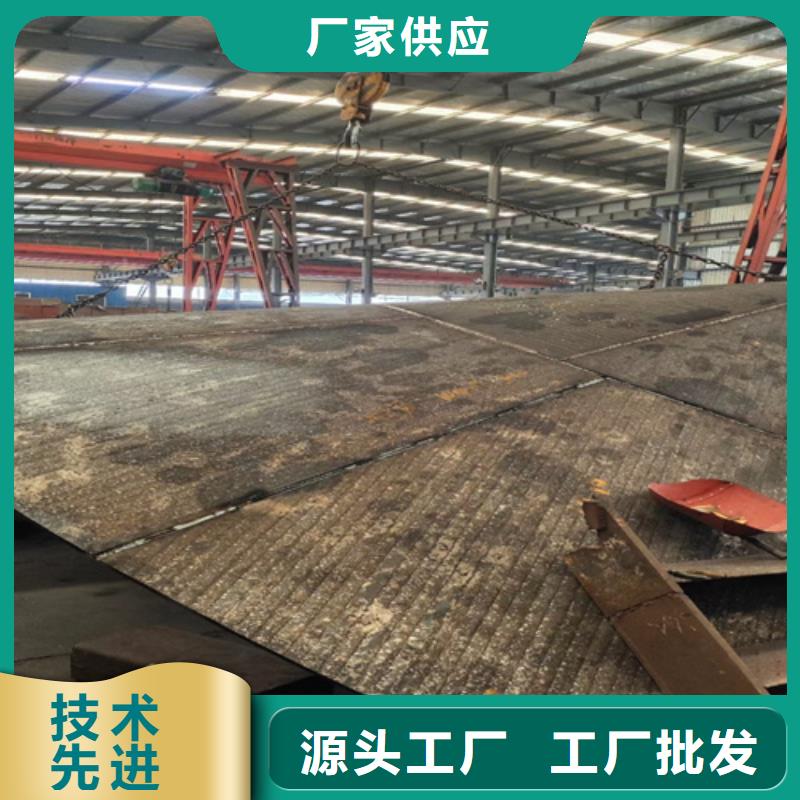
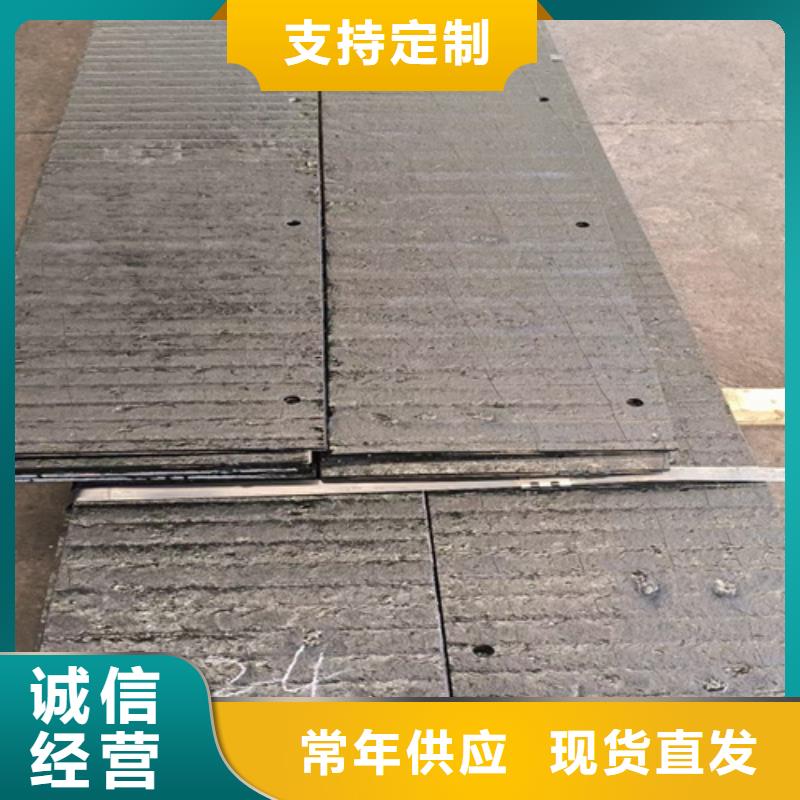
煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板



堆焊耐磨衬板是指在A3钢板上直接堆焊高硬度,高合金的耐磨焊丝制造而成的耐磨衬板。与传统的耐磨衬板相比,传统耐磨衬板是由钢厂经过溶解,轧制制造而成,而这种新型的堆焊耐磨衬板生产经堆焊后载通过切割、本地卷板变形、本地打孔和焊接等生产工艺加工而成各种耐磨衬板,如输送机衬板、本地给煤机底板/旋风分离器倒锥和衬板、本地耐磨叶片等,耐磨寿命可比普通钢板提高15倍以上。耐磨钢板具有高耐磨性、本地耐冲击、本地可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、本地切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。密度≥3.6 g/cm3洛氏硬度58-63 HRC压强度≥850 Mpa断裂韧性KΙC≥4.8MPa·m1/2抗弯强度≥290MPa导热系数20W/m.K热膨胀系数:7.2×10-6m/m.K复合耐磨钢板



锚杆钻车的主要工作方式是钻箱沿着钻架的主体轨道做往复运动,来实现钻杆的打孔过程。钻箱在运动过程中相对于钻架主体做摩擦运动,由于钻架受偏载力,导致导向板在运动过程中受力不均匀,经常出现楔形现象。通过对导向板材料能的分析,找到影响导向板磨损过快的主要原因。1、附近钻架运动钻架是锚杆钻车的主要工作机构,依靠液压泵提供的动力来推动液压油缸升降和带动钻箱旋转,实现钻杆的钻孔和锚杆的安装。钻架工作时,首先通过手动换向阀将钻架主体中的支撑柱油缸升起,支撑柱油缸带动钻架的顶板升起,将要钻孔的顶板区域保护起来,起避免巷道顶板局部垮落和稳定钻架的作用。操作第2个手动换向阀,将液压泵提供的动力供给油缸升起,液压油缸带动钻架主体向上运动,继续操作该手动换向阀,使液压油进入二级油缸来带动链传动装置中的倍增机构和钻箱向上运动,通过第3个手动换向阀实现钻箱的自动旋转,并可通过调速阀来调整钻箱的进给速度,以实现钻杆匀速的钻孔过程。其中使用到2级倍增推进机构,能够很好地解决由于顶板高度限制而钻架原始体积不能太大情况下钻孔的问题,实现了“一次成孔”。在钻架运动过程结束时,钻架主体上的润滑装置为导向板和钻架主体之间提供液压油润滑,但是少量的液压油不足以供整个轨道进行润滑,而且钻架工作的环境特别恶劣,钻杆钻孔过程中会产生的大量粉尘和煤灰不同程度附着在钻架主体表面轨道。当钻箱沿着钻架主体轨道上下运动时,导向板和钻架主体轨道之间会有大量的污染磨粒进入;同时在板和钻架主体轨道之间运动时,也会产生大量的金属磨粒,金属磨粒和污染物磨粒同时影响着钻架的导向板。大量不规则的磨粒在钻箱运动过程时会在导向板的接触表面上产生大量的凹痕和梨沟,同时也加速了导向板的磨损复合耐磨钢板。



常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板
