


无缝钢管【地质钢管】支持拿样视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:无缝钢管【地质钢管】支持拿样的图文介绍
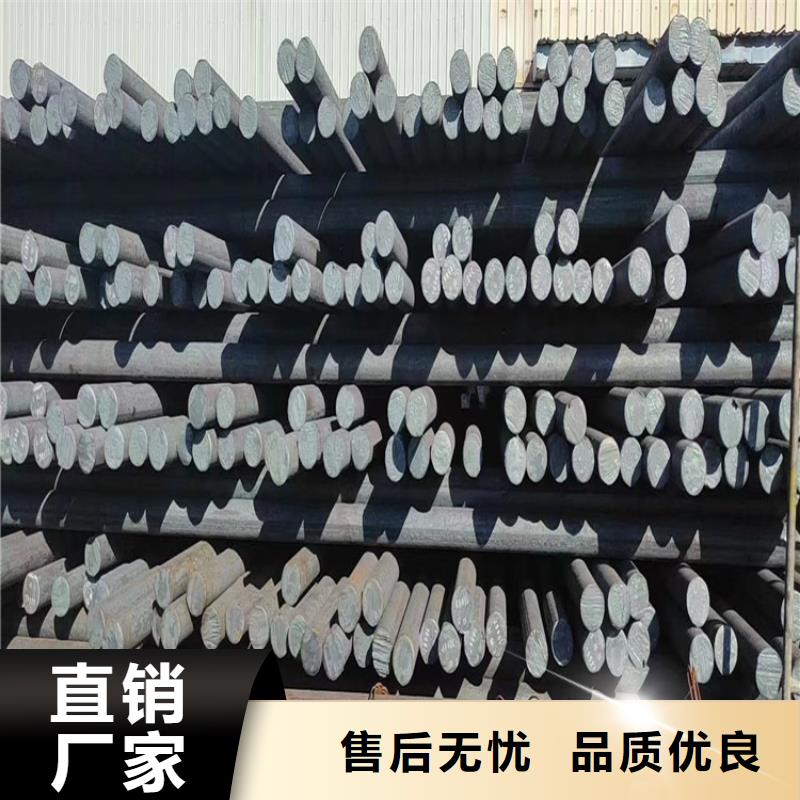
可以延长螺旋管的使用寿命,此外在日常使用中注意对其进行维护保养工作,毕竟生产工艺是一定的,会受到限制,并不能长久的保持,所以需要一定的维护工作延长使用寿命。厚壁无缝钢管易出现折叠。折叠是厚壁无缝钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于厂家追求率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,厚壁无缝钢管的强度大下降。厚壁无缝钢管外表经常有麻面现象。麻面是由于轧槽磨损严重引起厚壁无缝钢管表面不规则的凹凸不平的缺陷。由于厚壁无缝钢管厂家要追求利润,经常出现轧槽轧制超标。厚壁无缝钢管表面易产生结疤。原因有两点:厚壁无缝钢管材质不均匀,杂质多。材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。


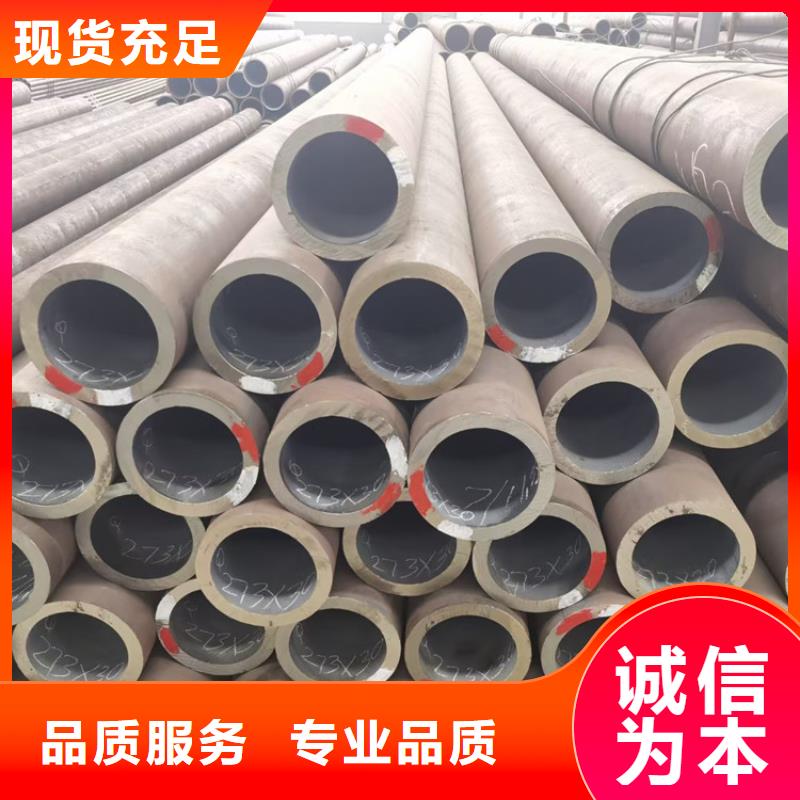
焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。
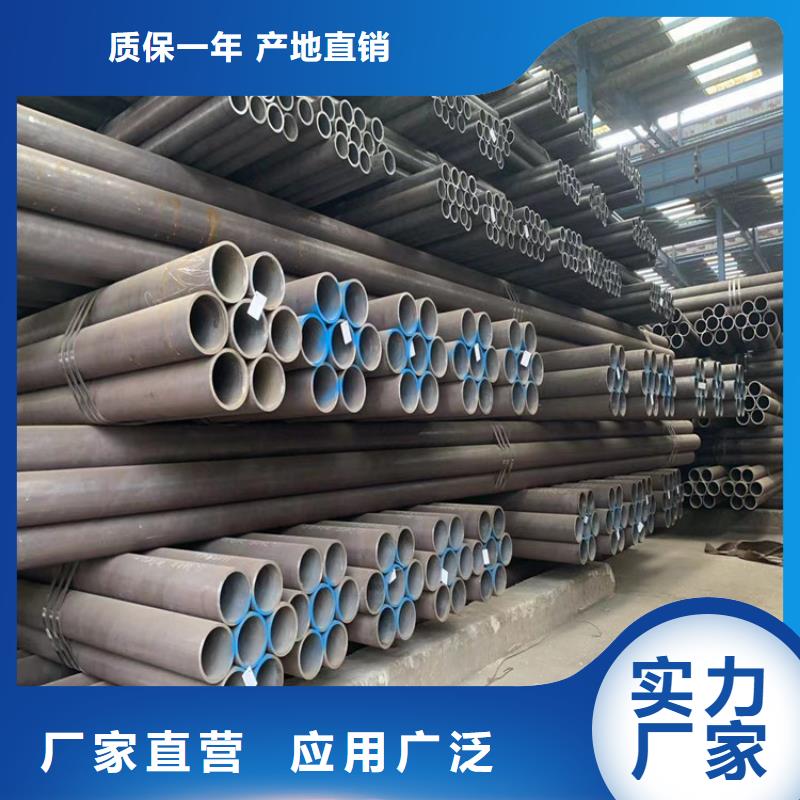
无缝钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。
无缝钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩小的位置。



规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。



厚壁无缝钢管容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤厚壁无缝钢管表面。深度刮伤降低厚壁无缝钢管的强度。厚壁无缝钢管无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,厚壁无缝钢管的性能自然就无法达标。厚壁无缝钢管的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。厚壁无缝钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。优质厚壁无缝钢管的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于材厂家产品切头少,头尾会出现大耳子。



