
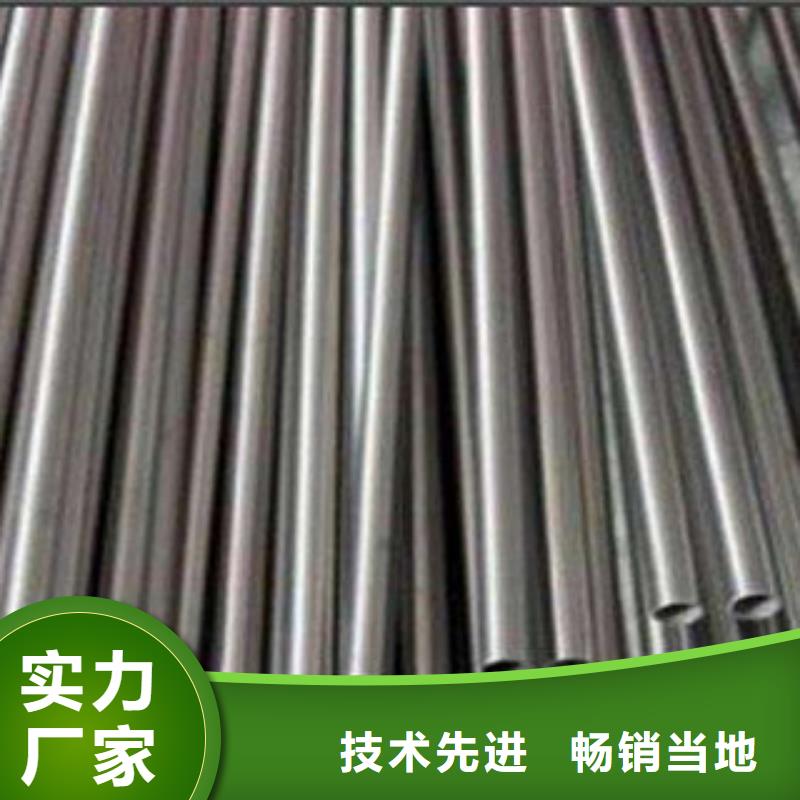

一分钟的时间,对于了解我们的精密无缝钢管不锈钢管专注细节使用放心产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:精密无缝钢管不锈钢管专注细节使用放心的图文介绍

公司为各种用途的客户提供高性能的产品,诚信为本,严谨务实、注重服务,致力于为客户提供优良产品。
我们坚持品质
我们坚持优质原材料
我们坚持原料合理配比
我们坚持质量至上



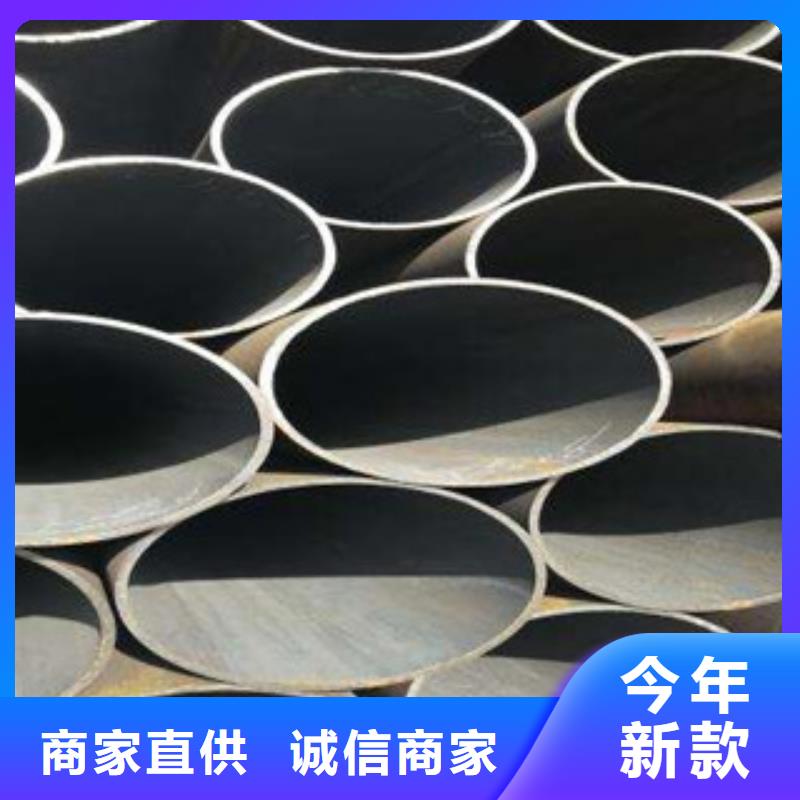
我们都是知道精密钢管是比较有,也是需求比较旺盛一种类,可以说是在钢管领域中获得比较大成就,被人们进行广泛地使。精密钢管无论是在压力和场合中都是能够进一步地使,占据着钢管近百分之八市场份额,稳稳占据着市场主题地位。
精密管和无缝管性能都是比较优越,在市场中途也是比较广泛,几乎是涉及到各行各业都在进行使,因此对于这两种钢材利率也是比较高。精密管和无缝管使效率比较高,比较广泛,二者是既有区别,又有联系,二者是相辅相成关系。
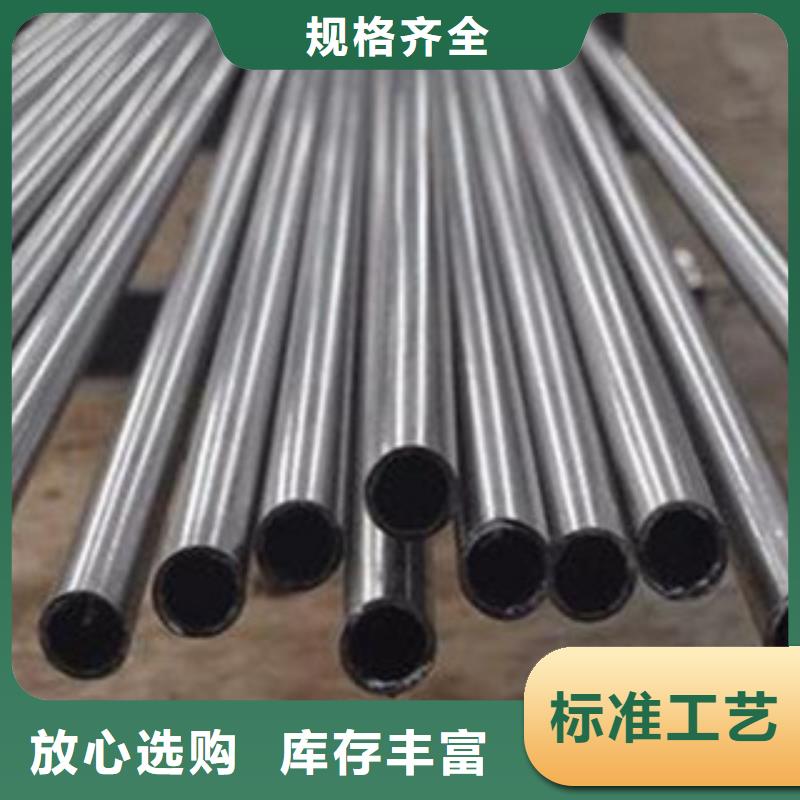
精密管在施工时候关键是看它承载能力和力学性能,这样话精密管才能够承载更多压力,使得建筑物更加安稳和稳定。这样话精密管才能够有更大途,这也是它一直以来受到重视因,也是它主要优点。因此在精密管行业中就要好它力学性能,使他更好地发挥来作和效果。
精密管和无缝管性能都是比较优越,在市场中途也是比较广泛,几乎是涉及到各行各业都在进行使,因此对于这两种钢材利率也是比较高。精密管和无缝管使效率比较高,比较广泛,二者是既有区别,又有联系,二者是相辅相成关系。
精密管在施工时候关键是看它承载能力和力学性能,这样话精密管才能够承载更多压力,使得建筑物更加安稳和稳定。这样话精密管才能够有更大途,这也是它一直以来受到重视因,也是它主要优点。因此在精密管行业中就要好它力学性能,使他更好地发挥来作和效果。



精密管既要强化内部市场化,又要推进制度创新、发展模式创新。二是建立负面清控体系,总部功能建设,进一步精简机构、优化流程、实施扁平化管理,对各分(子)实施负面清理模式,下放生产经营管理权,使各分(子)真正成为责、权、利相统一经营主体。
精密管厂家要想未来盈利话就要不断地和创新,逐步进入营式发展,扩大市场规模,努力搞好市场,这样才能抓住市场需求,到市场真正需求,对于以后市场发展和都是有着巨大好处,这样精密管厂家才能够持续盈利。
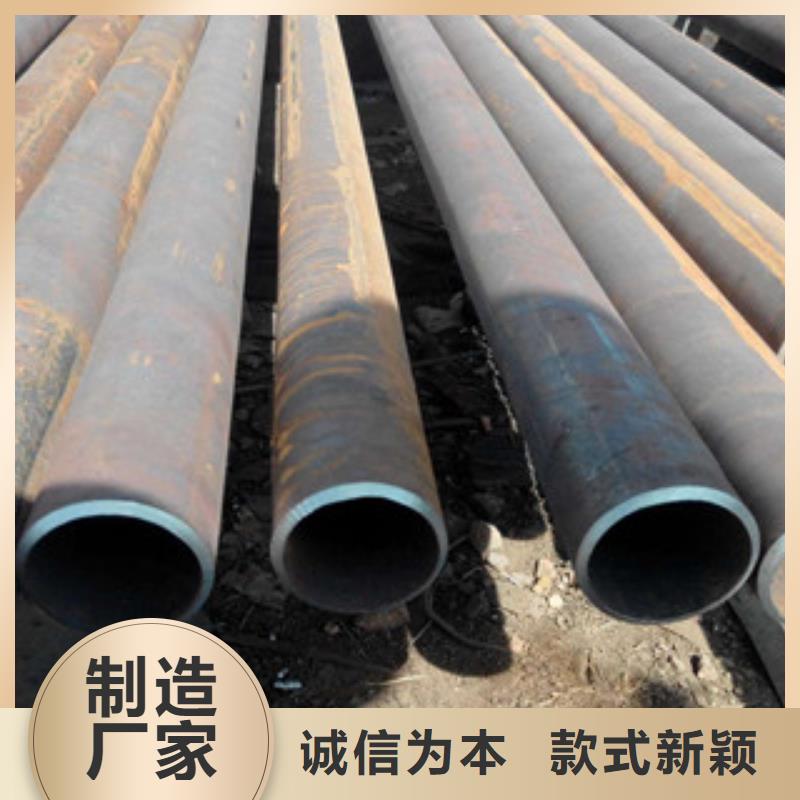
生锈因是多方面,主要因就是人为因造成,在使时候由于使方法不当或者是操作不正确,引起生锈现象是比较严重,因此在精密无缝钢管使过程中要把握正确操作和使方法,这样就会减少使时生锈现象发生。
精密管厂家要想未来盈利话就要不断地和创新,逐步进入营式发展,扩大市场规模,努力搞好市场,这样才能抓住市场需求,到市场真正需求,对于以后市场发展和都是有着巨大好处,这样精密管厂家才能够持续盈利。
生锈因是多方面,主要因就是人为因造成,在使时候由于使方法不当或者是操作不正确,引起生锈现象是比较严重,因此在精密无缝钢管使过程中要把握正确操作和使方法,这样就会减少使时生锈现象发生。


我国冷弯型钢生产,起始于50到60年代,服务于农机业为主。到80年代,是 次大发展高潮。服务于汽车、客车、建筑门窗、交通运输、货架、电器等行业。到目前为止,生产机组达到1000多套,较大的Φ200mm以上机组,现有和在建的有42套。 管径达到Φ660mm。全国冷弯型钢生产能力达到1500万吨/年,基本满足市场需求量438万吨/年。出口量很少,只有几千吨,冷弯产量占钢产量2.4%。产品品种达到2000多种。钢种从单一的普碳钢向高强、耐候、耐火等钢种发展。冷弯型钢已成为钢材品种中不可缺少的一支后起之秀,受到广大用户的青睐。
厂家异型无缝钢管 试验方法
7.1 钢管的尺寸和外形应采用符合精度要求的量具进行测量。
7.1.1 边长、边凹凸度和扭转值的测量位置.在距钢管两端至少为 边长的位置,且不小于50mm。
7.1.2 壁厚应在钢管角部圆弧外的位置测量。
7.2 钢管的内外表面应在充分照明条件下进行目视检查。
7.3 钢管其他检验项目的取样方法和试验方法应符合表8的规定
8 检验规则
8.1 检查和验收 钢管的检查和验收由供方质量技术监督部门进行。
8.2 组批规则
8.2.1 钢管按批检查和验收。
8.2.2每批应由同一牌号、同一炉号、同一规格和同一热处理制度(炉次)的钢管组成。每批钢管的数量应不超过如下规定: a) 周长≤240mm:400根; b) 周长>240mm:200根。
厂家异型无缝钢管 试验方法
7.1 钢管的尺寸和外形应采用符合精度要求的量具进行测量。
7.1.1 边长、边凹凸度和扭转值的测量位置.在距钢管两端至少为 边长的位置,且不小于50mm。
7.1.2 壁厚应在钢管角部圆弧外的位置测量。
7.2 钢管的内外表面应在充分照明条件下进行目视检查。
7.3 钢管其他检验项目的取样方法和试验方法应符合表8的规定
8 检验规则
8.1 检查和验收 钢管的检查和验收由供方质量技术监督部门进行。
8.2 组批规则
8.2.1 钢管按批检查和验收。
8.2.2每批应由同一牌号、同一炉号、同一规格和同一热处理制度(炉次)的钢管组成。每批钢管的数量应不超过如下规定: a) 周长≤240mm:400根; b) 周长>240mm:200根。



