
想要更直观地了解PE给水管非开挖顶管交货准时产品吗??产品视频,带你走进产品世界
以下是:PE给水管非开挖顶管交货准时的图文介绍

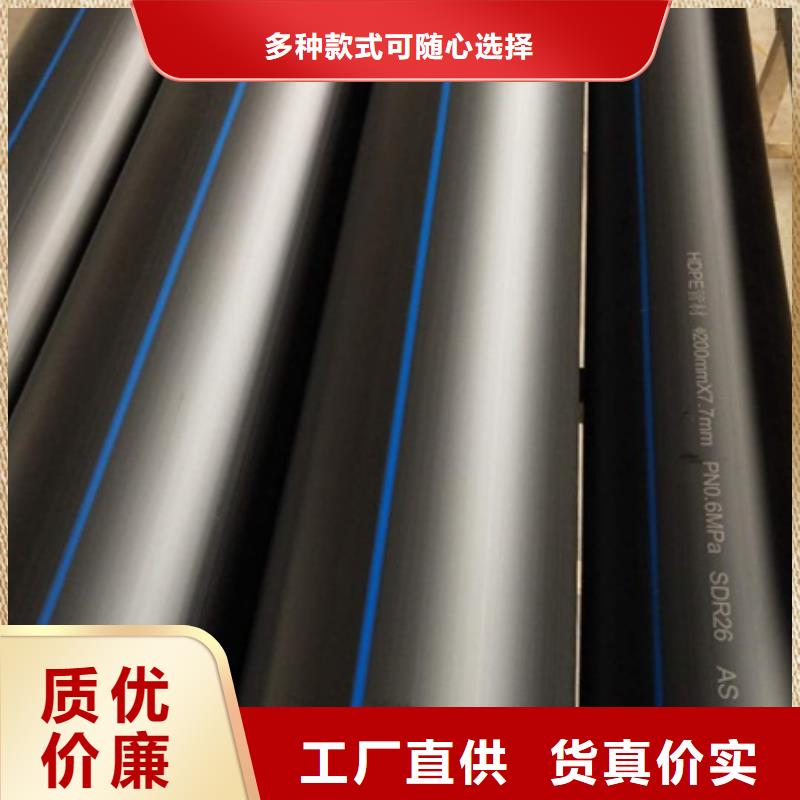
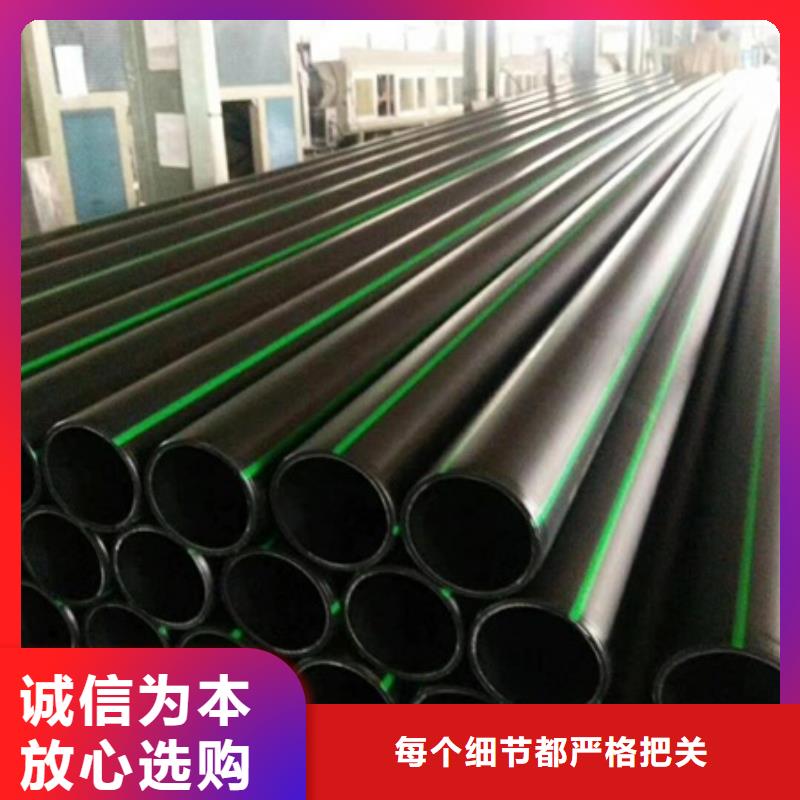
热熔对接安装
热熔对接是采用热熔对接焊机来加热管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面用电动旋刀分别将管材端切平整,确保两管材接触面能充分吻合。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。


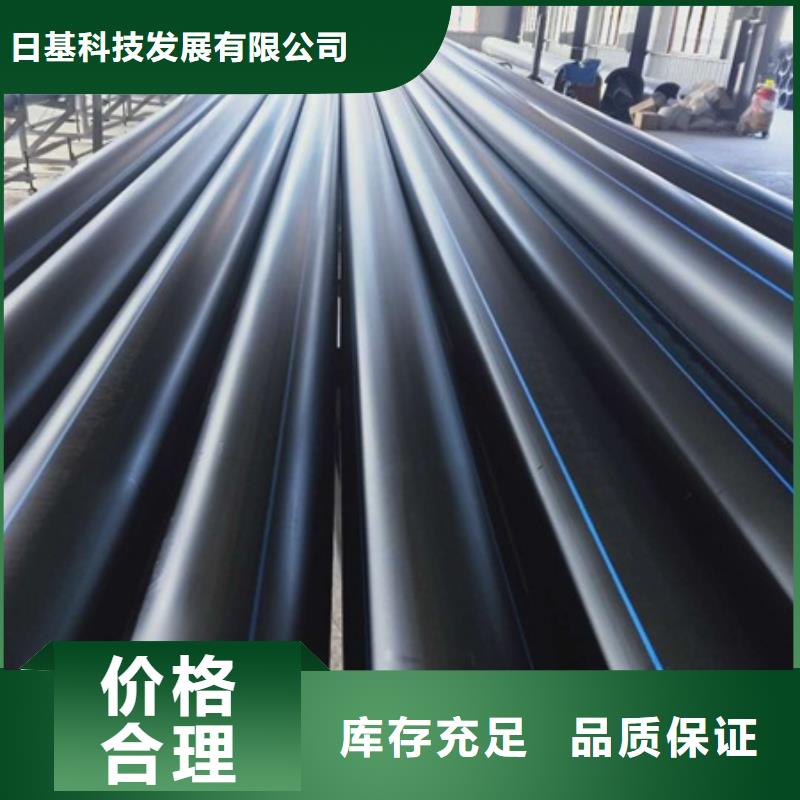
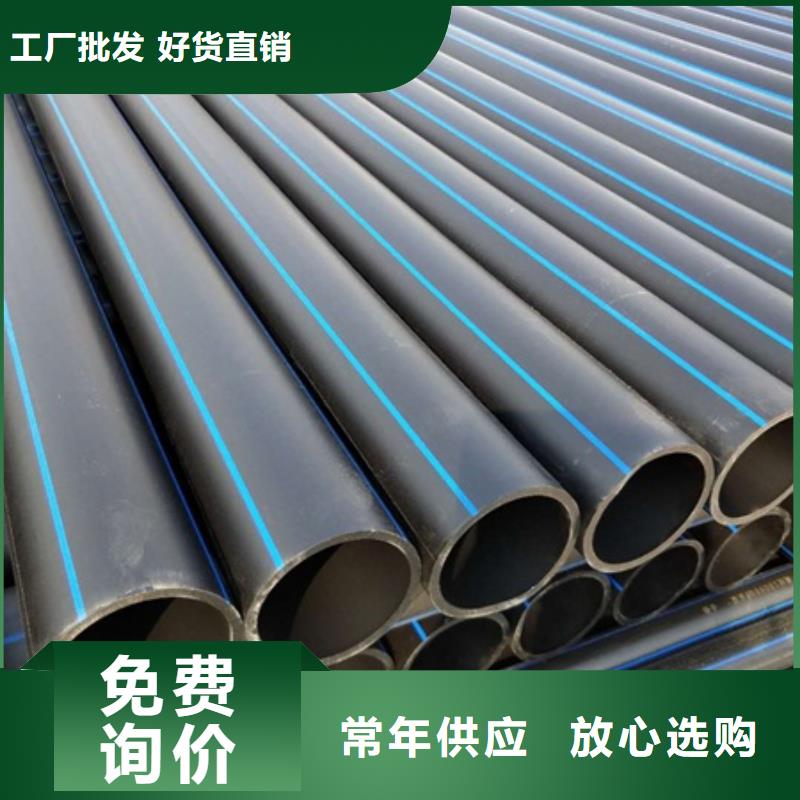
施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度.法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.焊接给水管时,管子接口要浮锈、污垢及油脂.法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.



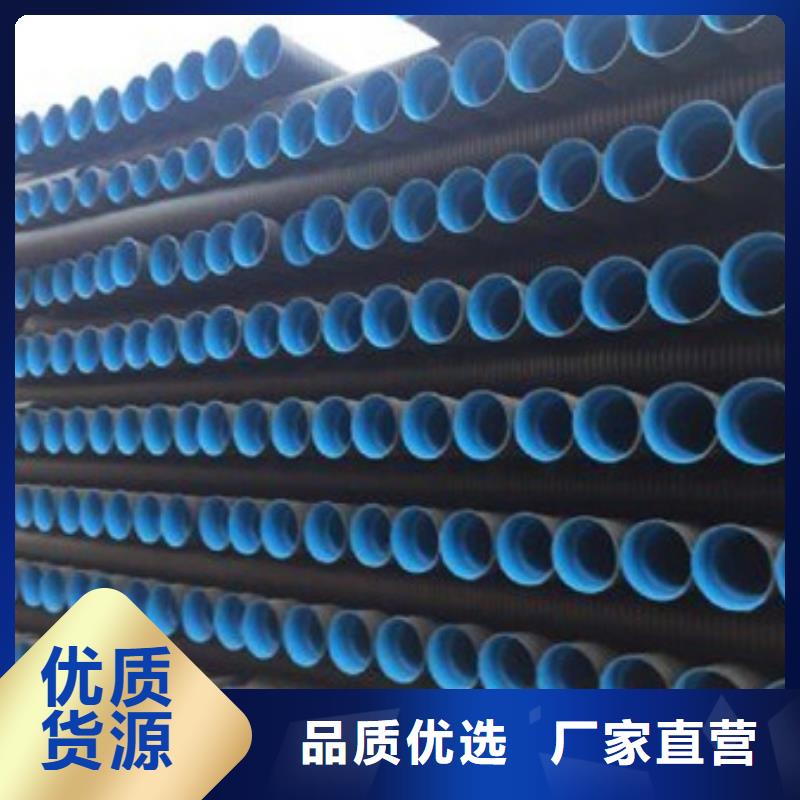
日基科技发展(吉安市分公司)自成立以来,始终遵循“科技向导,服务先行,诚信为本”的经营理念,坚持以客户的大利益为己任,注重 波纹管产品的研发投入。严格按照ISO9000质量管理体系的标准运行,求精务实创新奋进,为各界客户提供符合各区域特点的优质 波纹管产品及完美解决方案。



6.1.2.管道各种连接应采用相应的专用连接工具。连接时严禁明火加热。6.1.3.管道连接宜应采用同种牌号级别,压力等级相同的管材、管件以及管道附件(不同牌号的管材以及管道附件之间的连接,应经过试验,判定连接质量能得到保证后,方可连接)。6.1.4.聚乙烯管材、管件与金属管、管道附件的连接,当采用钢制喷塑或球墨铸铁过度管件时,其过度管件的压力等级不得低于管材公称压力。6.1.5.在寒冷气候(-5℃以下)或大风环境条件下进行热熔或电熔连接操作时,应采取保护措施,或调整连接机具的工艺参数。
6.1.6.管道连接时,管材切割应采用专用割刀或切管工具,切割断面应平整、光滑、无毛刺,且应垂直于管轴线。6.1.7.管道连接后,应及时检查接头外观质量,不合格者必须返工。6.2.热熔连接:6.2.1.热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。


