


精密管【低中压锅炉管】批发价格产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:精密管【低中压锅炉管】批发价格的图文介绍
恒金属材料销售 (漳州市分公司)秉承“以客户为中心,以低价为基础,以客户满意为目标”的经营理念,以优惠的 槽钢价格来赢得用户的信赖。我公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司人怀着感恩之心,来回馈社会,服务顾客。



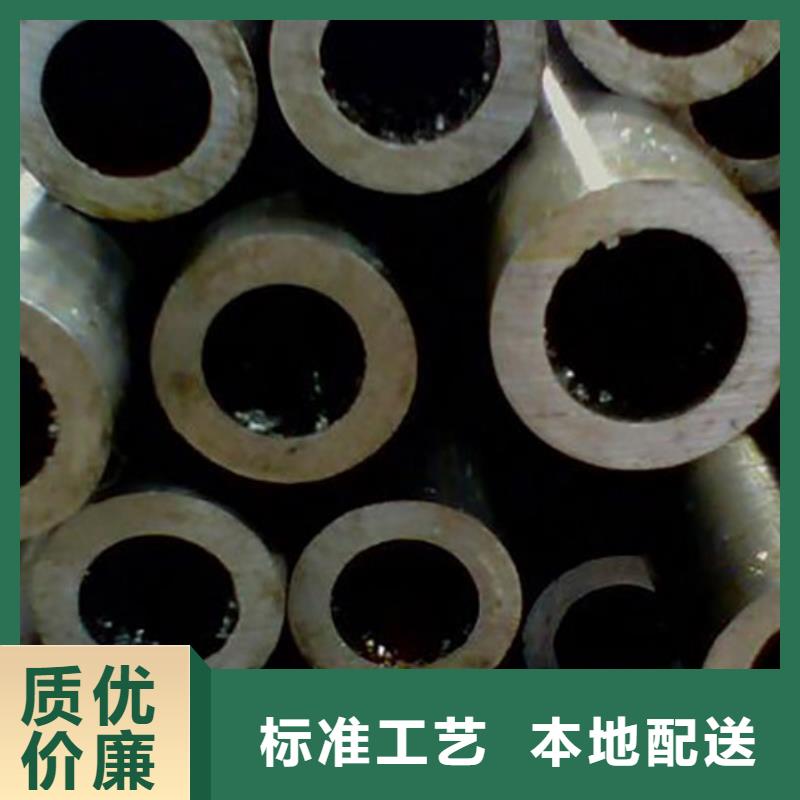
精密钢管众所周知用途是比较广泛的。但是它的生产工艺也是许多客户想了解的。下面小编就给大家简单介绍一下。精密管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。精密管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。精密管按外径和壁厚度供货,在同一外径下有多种壁厚,精密管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与精密管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。在 次使用时一定要先试水压,检查是否有异状,如大肚子,爆管,漏剂,以上这些如果没发生就表示一切正常,如果有异常现象,这根精密管不能使用,并严禁使用,应该退回销售商或售货公司。精密管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有 性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条精密管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。



精密钢管在加工的过程中要不断的进行折弯,但是由于折弯性要求钢管必须非常柔软,我们精密钢管厂会在精密钢管生产的过程中加入适当的氧化钠,这种化学物品就是对钢管之类的管子在退火的时候帮助弯曲,增加柔韧和灵活性。这样退货完成,才能进行机器折弯。但是折弯操作也是要分时候的, 在温度比较高的中午进行。那么具体的我们大家可以看一下介绍! ,精密钢管如何进行切断1.精密钢管切断以及冲压:由于精密钢管比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化, 采用等离子或激光切断。2.当不得不采用气割或电弧切断时,精密钢管加工焊接之前应彻底除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用精密钢管刷。精密钢管如何进行折弯处理第二,精密钢管怎样进行折弯1.焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗。对热影响区进行折弯以及必要进行热处理。精密钢管加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,2.厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯



精密钢管产生氧化的原因:1、生产工艺原因:这是导致精密钢管产生氧化的原因之一,从生产工艺和产品特性来讲,在产品表面形成一层薄的氧化膜是避免产生发生氧化的基础工艺,也是钢制品区别于其它钢铁制品的主要特点之一,但是由生产工艺不足或疏忽而导致表现氧化膜不完整、不连续时,空气中的氧便直接与产品中的一些元素发生了氧化还原反应,从而导致产品出现表现氧化现象。2、产品成份配比原因:一些厂家为了减少生产成本,从而减少一些诸如铬、镍等重要元素的比例含量,而增大其它诸如碳元素等的含量,这种未严格按照产品型号、产品特征来进行成份配比的生产现象,不仅令产品质量大打折扣,比如,聊城精密钢管铬元素的含量不足时,不仅影响产品的耐腐蚀性和成型性,用于化工、设备、生产行业时便存在潜在的产品质量隐患;同时,也影响产品的外观及抗氧化性能。3、人为原因:这也是一些消费者在使用聊城精密钢管产品时常遇到的产品氧化原因之一,一些消费者在产品使用及保养中操作不当,特别一些用于食品化工设备行业的聊城精密钢管产品出现人为氧化原因的机率偏高,对于人为产生的钢制品氧化现象,要具备正确的产品使用知识以及定期对其进行合理有效的维护和保养,从而降低人为使用不当而造成的氧化现象。



2、氧化与脱碳、过热与过烧。3、硬度不足。造成淬火工件硬度不足的原因如下。(1)加热温度过低,保温时间不足。检查金相组织时,在亚共析钢中可以看到未溶铁素体,在工具钢中可以看到较多未溶碳化物。(2)?表面脱碳引起表面硬度不足。磨去表层后所测得的硬度比表面高。(3)?冷却速度不够,在金相组织上可以看到黑色屈氏体沿晶界分布。(4)钢材淬透性不够,截面大处淬不硬。(5)采用中断淬火时,在水中停留时间过短,或自水中取出后,在空气中停留时间过长再转人油中,因冷却不足或自回火而导致硬度降低。(6)工具钢淬火温度过高,残余奥氏体量过多,影响硬度。精密钢管当出现硬度不足时,应分析其原因,采取相应的措施。其中由于加热温度过高或过低引起的硬度不足,除对已出现缺陷进行回火,再重新加热淬火补救外,应严格管理炉温測控仪表,定期按计量传递系统进行校正及检修。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
