





在进行循环水管路设计特别是在热滚塑钢管管路设计时,首要的任务是做好管线的综合工作,减少管道碰撞的可能性。这其实是一般管道设计时所要遵循的基本要求,但对于热滚塑钢管而言,就显得更为重要了,因为热滚塑钢管一旦成型,无法再修改了,如果出现失误就只能是报废了。考虑到热滚塑钢管的特殊性,在具体的管路设计时应贯彻热滚塑钢管优先的原则,尽量减少热滚塑钢管弯头的数量,其它焊接钢管应尽可能避让热滚塑钢管。
其次,由于热滚塑钢管是一支支可以分拆的管道,在管路的设计时,必须考虑施工、维护和检修的方便。埋地的热滚塑钢管宜设置在上层,架空的热滚塑钢管宜设置在管道的外层。对于同样都是热滚塑钢管的情况,宜将小口径的热滚塑钢管设置在大口径热滚塑钢管的上面或外侧。
第三,所有设置在热滚塑循环水管道上温度计、压力表等,其接口必须设计在热滚塑钢管上,不能遗漏,因为热滚塑钢管是无法在现场开孔安装上述仪表的。
第四,通常管道穿越钢筋混凝土水池、钢筋混凝土阀门井、仪表井、管沟等侧壁处均设刚性或柔性防水套管,但是两端带法兰的热滚塑钢管是无法穿过套管的,因为法兰盘外径通常大于防水套管的内径。在这种情况下有两种方法解决:①穿越钢筋混凝土侧壁处改用不锈钢管道带法兰,该法兰与热滚塑钢管法兰连接,不锈钢管道法兰与钢筋混凝土侧壁之间的净距不宜小于100mm,以保证法兰螺栓螺母的安装;②在水池、阀门井、仪表井、管沟等土建施工时,先行预埋1根热滚塑钢管。
第五,鉴于热滚塑钢管制作完毕后难以修改,而设计、施工和管道制作的过程中误差在所难免,因此在管路的具体设计时应预留一部分现合短管。所谓现合短管,就是为了克服管道的误差,在整个热滚塑钢管管路设计时留下一根短管(200~300mm),采用焊接钢管形式。安装时,先以焊接钢管形式到现场预安装完毕,再运回至专业厂,滚塑后二次安装。
第六,在循环水泵房或泵站的水泵进出口管道下均设有管道支墩和支架,对于热滚塑管路而言,其管路上的法兰数量众多,管道自重也大于一般焊接钢管,因此管道支墩、支架更要做加强处理。



纵横机械制造(齐齐哈尔市分公司)主营: 衬塑钢管,我们将本着与客户真诚合作、做客户可靠朋友的宗旨,为您提供优质服务!服务三保:保证质量、保证时间、保证数量。经营原则:顾客至上、质量优良、品种齐全、价格合理公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉。服务宗旨:雄厚的实力、优质的品质、低廉的价格、的服务。郑重承诺:以z u i好的产品、z u i优的质量、z u i低的价格、z u i完善的服务、来答谢新老客户的信赖。经营原则:顾客至上、质量优良、品种齐全、价格合理、诚信为本、共创辉煌。



热滚塑钢管的水力计算
热滚塑钢管内壁为滚塑层,其管道内壁光滑,在进行水力计算时,管道粗糙系数应与塑料管一致。查相关的水力计算图表可参照塑料管道相关资料。其管路系统的水头损失应明显低于普通焊接钢管,对于节能也是有一定作用的。
热滚塑钢管在循环水处理站的设计要点
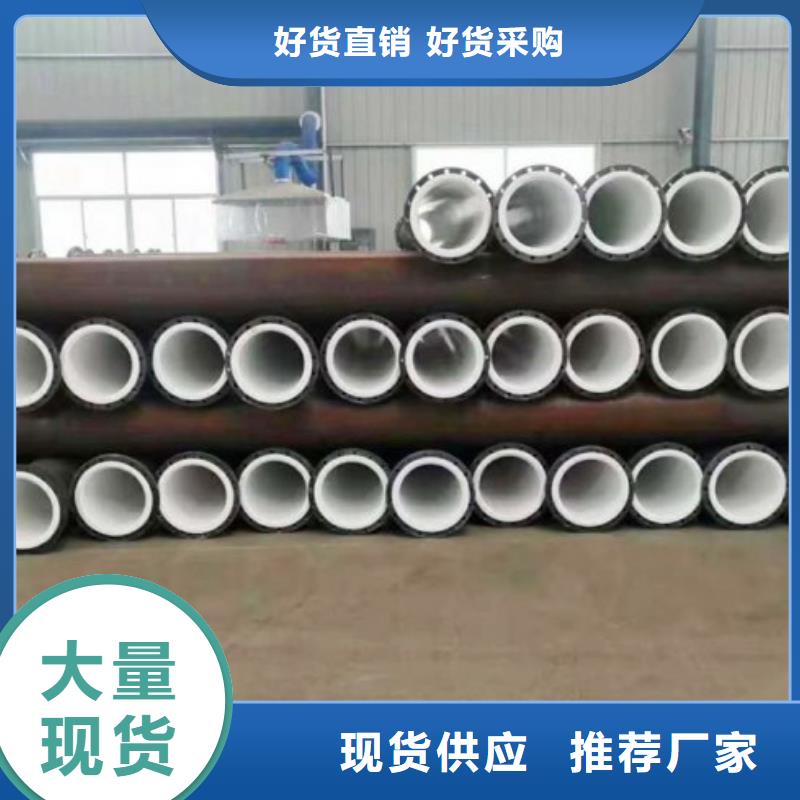
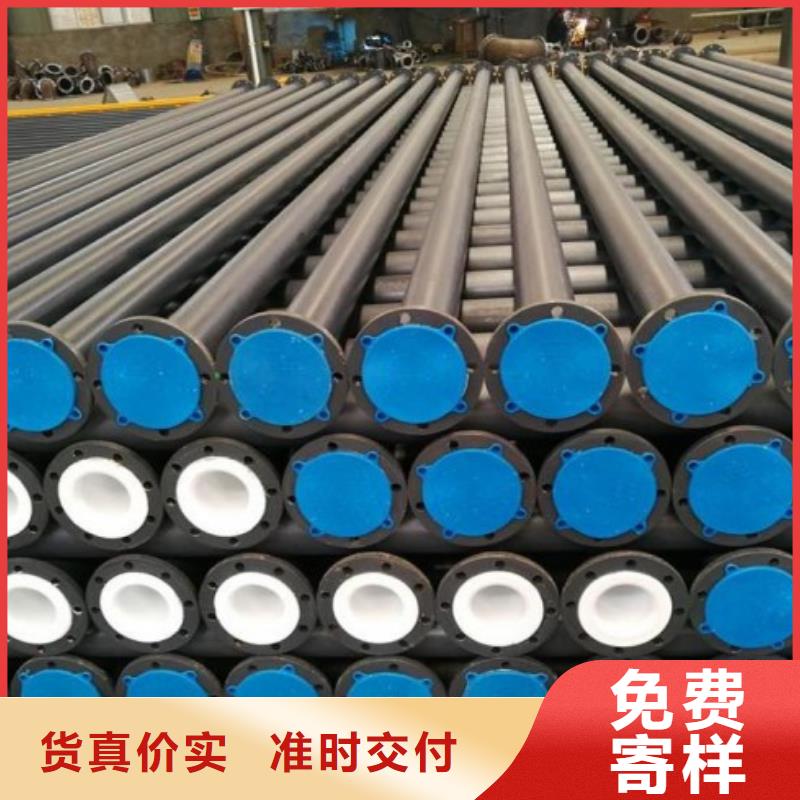
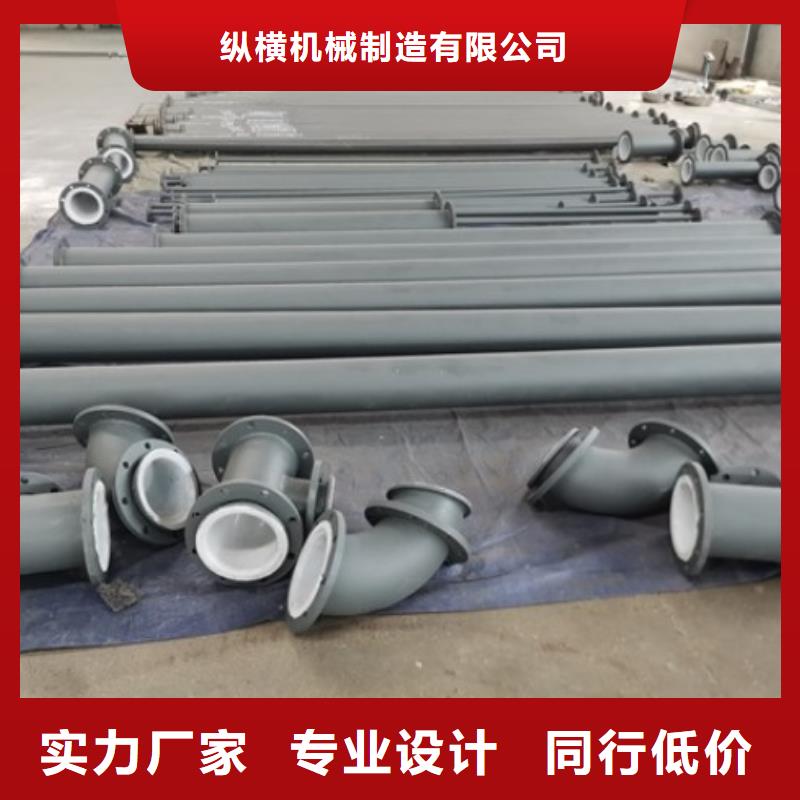
循环水处理站内设有水泵、板式换热器、蒸发空冷器、过滤器、阀门、仪表等大量的水处理设备,站房内布置着设备基础、管沟、电缆沟;另有大量的热滚塑钢管循环水管道、焊接钢管循环水管道、其它水管、压缩空气管道、电缆管等,或架空敷设或埋地敷设。上面的照片是热滚塑钢管在循环水处理站应用的工程实例。
一般情况下,对于管路简单的管线,热滚塑钢管可以采取将所有热滚塑钢管先以焊接钢管形式到现场,安装完毕后拆除,运回专业制造厂家滚完塑编号后运回,二次安装,这样管路的设计工作就相对简单一些。但循环水处理站管路的特点是:管道复杂多变,管道交叉多、短管多、弯头多;如果采取二次安装的方式,施工周期太长,且如果热滚塑钢管夹其它管道中间,则必须等热滚塑钢管安装完毕后才能安装其它管道,所需要的工期就更长了;由此可见,二次安装在大规模的循环水管道系统中应用很不现实,这就要求必须在管路设计时日既要确保管路设计的正确性又要考虑施工、维护、检修时的便利性,因此热滚塑钢管循环水管路的设计难度很大。


衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。



