您的位置>首页 >铜仁当地频道中心 >
不锈钢复合管不锈钢碳素钢复合管规格型号全
更新时间: 2025-05-30 10:16:02 ip归属地:铜仁,天气:阴转雷阵雨,温度:17-26 浏览次数:24
以下是:不锈钢复合管不锈钢碳素钢复合管规格型号全的产品参数
| 产品参数 |
|---|
| 产品价格 | 68/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 16000 |
|---|
| 运费说明 | 面议 |
|---|
| 小起订 | 10米 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 不锈钢,碳钢 |
|---|
| 产品品牌 | 众英 |
|---|
| 产品规格 | 米 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 图纸 |
|---|
| 产品颜色 | 定制 |
|---|
| 适用领域 | 桥梁,道路 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 众英 |
|---|
| 材质 | 不锈钢和Q235 Q345B |
|---|
| 是否全新 | 是 |
|---|
以下是:不锈钢复合管不锈钢碳素钢复合管规格型号全的图文视频
导读 选购不锈钢复合管不锈钢碳素钢复合管规格型号全来贵州省铜仁市找众英金属科技(铜仁市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-【18063513889】,地址:[开发区工业园]。 贵州省,铜仁市 2022年,铜仁市实现地区生产总值1477.19亿元,同比增长0.3%。
一分钟的时间,对于了解我们的不锈钢复合管不锈钢碳素钢复合管规格型号全产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:不锈钢复合管不锈钢碳素钢复合管规格型号全的图文介绍

“追求品质,不忘初心”是众英金属科技(铜仁市分公司)一贯坚持的产品理念。目前,众英金属科技(铜仁市分公司)达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,众英金属科技(铜仁市分公司)生产的所有 灯光防撞护栏产品均采用环保材料, 灯光防撞护栏制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!



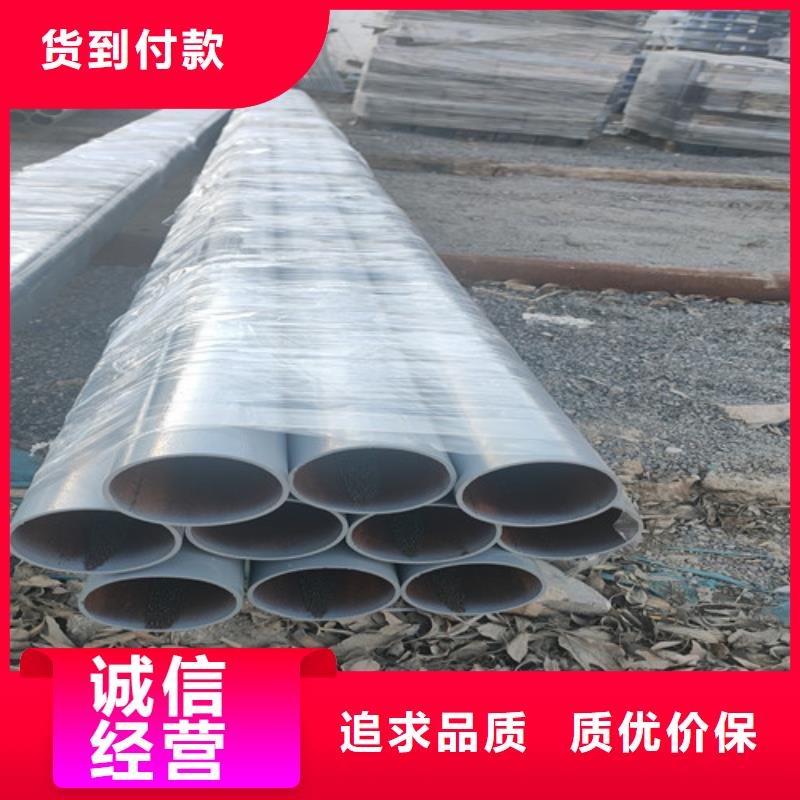
不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。
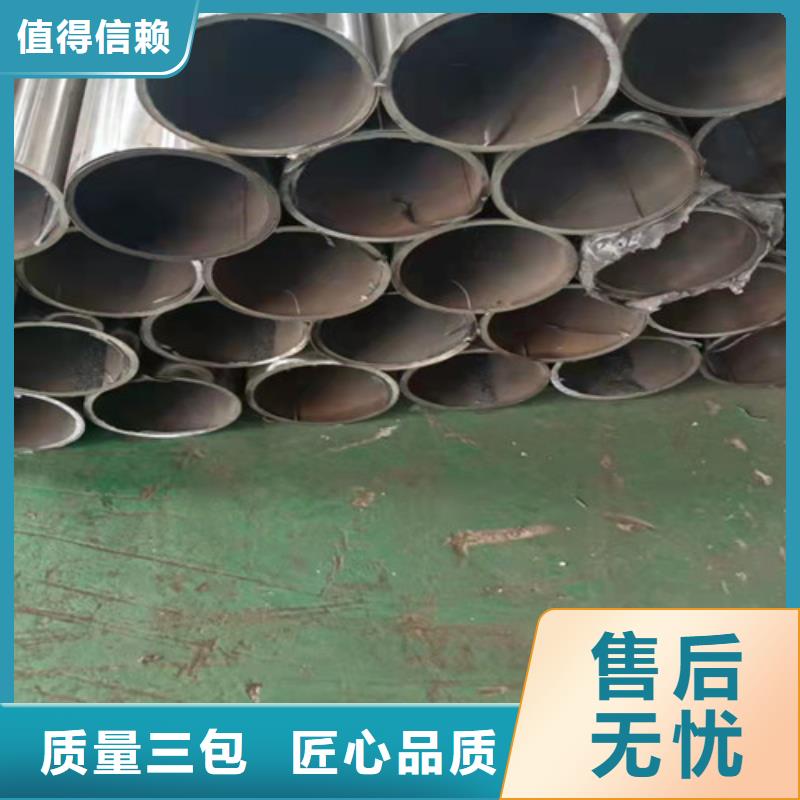
不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。那么不锈钢复合管有哪两种焊接措施呢:
首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。
其次是既保证复合层对齐又减少焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出1—2毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。
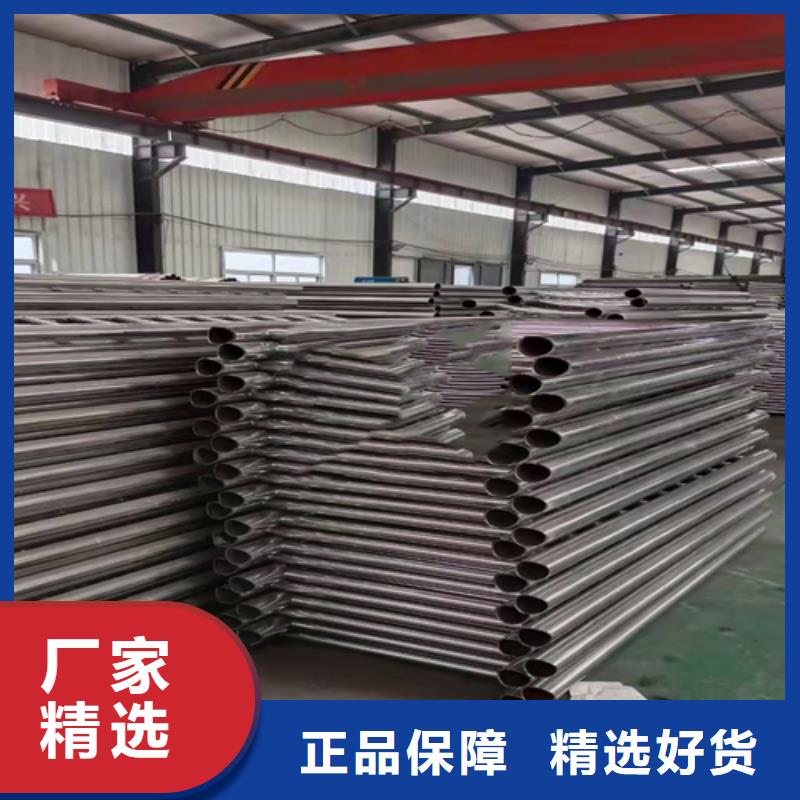
双金属不锈钢复合管的优势与其它防腐措施相比有如下独特的优势:
、能较好实现旧油管的修复再用,因为该工艺对内壁要求不严,尤其是对于那些被腐蚀成麻抗的钢管内壁,衬层在高压撑胀力的作用下会紧紧贴附于麻抗底部,也就是说对于凹凸不平的钢管内表面防腐,是该工 艺的强项,其它工艺则无法实现。
第二、该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;自身强度高、韧性好,康振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件。
第三、对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两接触面没有多余杂质即可,因此能降低制造成本;
第四、连接方便,可实现任意连接工艺,尤其是焊接,这是任何一种防腐措 施所无法比拟的;抗高温,该管可在700℃以下的环境中长期工作不变形,这也是其它防腐措施所不及的优势。
因此对于腐蚀严重的钢管,经修复加衬后仍可作为新管使用,这样以来减少了新管的投入,变废为宝,大大降低了生产成本。不锈钢复合管独特的优势决定了它的应用范围广。



201不锈钢复合管如何保护不生锈1)楼梯间栏杆为一类栏杆,楼梯间栏杆立杆为φ51×1.0(即外径51mm,壁厚1.0mm,以下均此表示法)不锈钢管,扶手为φ51×0.1不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×1.0不锈钢管。06J403-1图集中24页B13a要求:每个梯段增加一个扶手与混凝土梯段连接的加强杆,加强杆为φ25×1.0不锈钢管,连接方式同立柱;屋面层栏杆采用直接与混凝土连接;竖向花管净距不得大于110mm,楼梯栏杆每三步设置1根立柱。
2)一层楼梯间通往地下室栏杆样式参考06J403-1图集中76页K8型做法,但要求图集中扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。
4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。


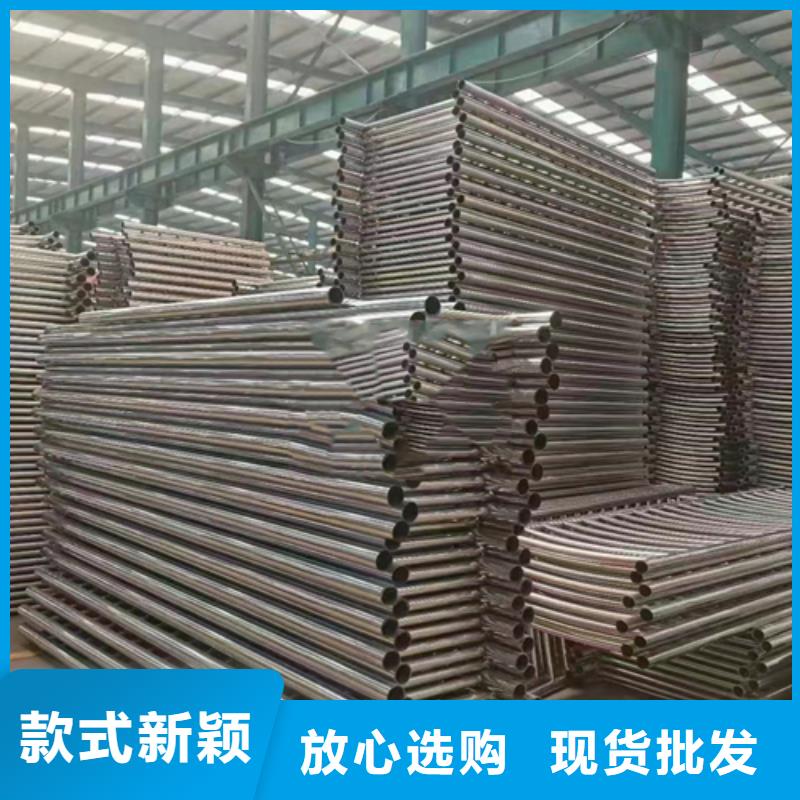
不锈钢复合管厂家主要的施工方法有几种碳素钢管是出来比较早的一种管类,因为碳素钢管一些本身因素制约。普通碳素钢管存在着易腐蚀、易生锈外形不美观、使用寿命短等缺点,但由于其整体强度及抗冲击性较差,且不锈钢中镍元素在我国严重缺乏,整体成本高,费用昂贵。所以说碳素钢管在市场上的运用变慢减少慢慢被1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。



总结 众英金属科技(铜仁市分公司)【15206359339】在贵州省铜仁市本地专业从事不锈钢复合管不锈钢碳素钢复合管规格型号全,价格低,发货快,效果好 (贵州省 贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 碧江区、万山区、江口县、石阡县、思南县、德江县)可送货上门。