


深入了解无缝钢管槽钢厂家专业生产品质保证产品,一部视频就够了,快来观看!
以下是:无缝钢管槽钢厂家专业生产品质保证的图文介绍
凯泰管业(玉林市分公司)严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 精密钢管厂家实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。



水煤气保送管的外径与无缝钢管普通不匹配。往常技术先进了,不同用途,多小的管都有。内3mm,外6mm小口径无缝钢管5.5mm,外14mm精密合金无缝钢管内7mm,外16mm高压合金无缝钢管内5.6mm,外14mm铬钼合金无缝钢管外14,内5.3CRMO合金精品无缝钢管.水煤气保送钢管(镀锌或非镀锌)、铸铁管等管材,管径宜以公称直径DN表示(如DN15、DN50);无缝钢管、焊接钢管(直缝或螺旋缝)、铜管、不锈钢管等管材,管径宜以外径D×壁厚表示(如D108×4、D159×4.5等);
钢筋混凝土(或混凝土)管、陶土管、耐酸陶瓷管、缸瓦管等管材,管径宜以内径d表示(如d230、d380等);塑料管材,管径宜按产品标准的方法表示普通用De表示;当设计均用公称直径DN表示管径时,应有公称直径DN与相应产品规格对照表。科学,工程,工艺,..都是一是一,二是二,硬喷碰的问题。一个简单的管径尺寸标示法竟然这么纷争,无法定于一。不可思议!无缝钢管是公制管,四分管是英制管。四分管外径是Φ21,25mm与公制无缝钢管外径Φ21mm的接近.
常用的探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤(着色探伤)、涡流探伤、γ射线探伤、萤光探伤等方法。直缝钢管与无缝钢管的主要区别引见,直缝钢管和无缝管的主要区别有消费技术,还有应用两个部分。直缝管是铁板,经过压弯,合口,焊接等工序消费出来的,允许有一条焊缝。而无缝管是圆钢经过轧管机热轧出来的,是没有焊缝的。直缝钢管是用带钢卷曲经过焊接完成的,无缝管是没有焊接的缝隙的,无缝管是用圆钢直接制造而成的一个整体的圆形钢管,用钢胚直接拉出来的。
直缝焊管是用钢板或是刚带经过卷曲成型后焊接制成的钢管,焊接钢管消费工艺简单,消费效率高,品种规格多,单普通强度低于无缝管。直缝钢管和无缝管的主要区别有消费技术,还有应用两个部分。直缝管是铁板,经过压弯,合口,焊接等工序消费出来的,允许有一条焊缝。而无缝管是圆钢经过轧管机热轧出来的,是没有焊缝的。无缝管和直缝管在直径壁厚相等的情况下,无缝管所承受的压力和稳定程度,是远远大于直缝管的。普通压力比较高的工程用管就选择无缝管,没有压力或压力比较低的工程在允许的情况下就选择本钱比较低的直缝管。
钢筋混凝土(或混凝土)管、陶土管、耐酸陶瓷管、缸瓦管等管材,管径宜以内径d表示(如d230、d380等);塑料管材,管径宜按产品标准的方法表示普通用De表示;当设计均用公称直径DN表示管径时,应有公称直径DN与相应产品规格对照表。科学,工程,工艺,..都是一是一,二是二,硬喷碰的问题。一个简单的管径尺寸标示法竟然这么纷争,无法定于一。不可思议!无缝钢管是公制管,四分管是英制管。四分管外径是Φ21,25mm与公制无缝钢管外径Φ21mm的接近.
常用的探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤(着色探伤)、涡流探伤、γ射线探伤、萤光探伤等方法。直缝钢管与无缝钢管的主要区别引见,直缝钢管和无缝管的主要区别有消费技术,还有应用两个部分。直缝管是铁板,经过压弯,合口,焊接等工序消费出来的,允许有一条焊缝。而无缝管是圆钢经过轧管机热轧出来的,是没有焊缝的。直缝钢管是用带钢卷曲经过焊接完成的,无缝管是没有焊接的缝隙的,无缝管是用圆钢直接制造而成的一个整体的圆形钢管,用钢胚直接拉出来的。
直缝焊管是用钢板或是刚带经过卷曲成型后焊接制成的钢管,焊接钢管消费工艺简单,消费效率高,品种规格多,单普通强度低于无缝管。直缝钢管和无缝管的主要区别有消费技术,还有应用两个部分。直缝管是铁板,经过压弯,合口,焊接等工序消费出来的,允许有一条焊缝。而无缝管是圆钢经过轧管机热轧出来的,是没有焊缝的。无缝管和直缝管在直径壁厚相等的情况下,无缝管所承受的压力和稳定程度,是远远大于直缝管的。普通压力比较高的工程用管就选择无缝管,没有压力或压力比较低的工程在允许的情况下就选择本钱比较低的直缝管。



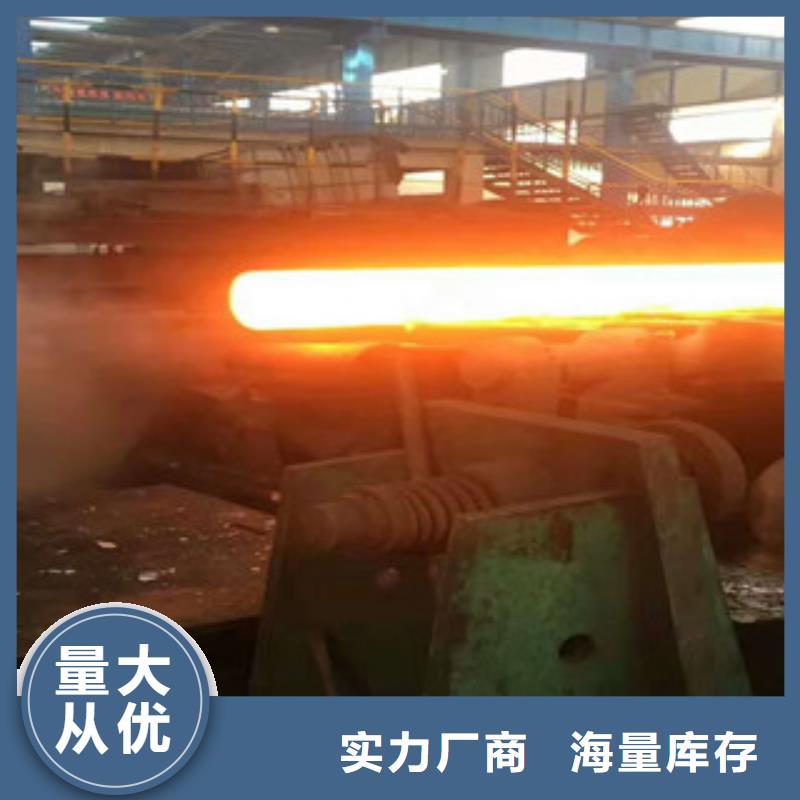
无缝钢管具有中空截面,大量用作保送流体的管道,如保送石油、自然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,可进步材料应用率,简化制造工序,节约材料和加工工时,已普遍用钢管来制造。国内自3月以来,国内钢厂无缝钢管产量释放总体有所放缓。2012年10月我国无缝钢管产量是248万吨,较去年同期同比增长8.6;1-10月全国累计消费无缝钢管达2285.9万吨,累计同比增长6.9%。
DN是公称通径,当然是内径。规格108的无缝钢管是公制的叫法,普通用外径X管壁厚度来表示;假定按英制的叫法即为4“管,那么这个4”就是内径的尺寸了。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体保送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种行业的液体气压管道和气体管道等。焊接纳道可用于输水管道、煤气管道、暖气管道、电器管道等。
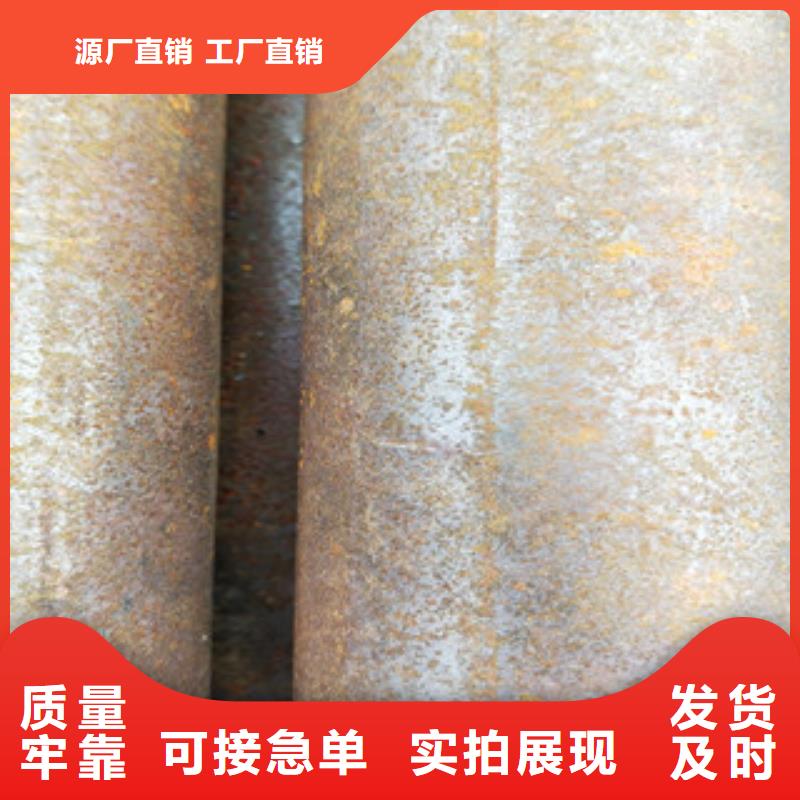
焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接方式的不同分为直缝焊管和螺旋焊管两种,因其端部外形又分为圆形焊管和异型(方扁)等焊管。无缝钢管的管壁上是没有焊接缝的,由于它是用圆钢直接空孔再中止轧制拔制而成的。外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。无缝管压力更高,焊管普通在10个左右MPa,往常焊管有做无缝化处置的。无缝钢管是在轧制中一次成型的。焊接钢管需求卷制后焊接而成,普通有螺旋焊和直焊。性能无缝管要好一些,当然价也高一些。
DN是公称通径,当然是内径。规格108的无缝钢管是公制的叫法,普通用外径X管壁厚度来表示;假定按英制的叫法即为4“管,那么这个4”就是内径的尺寸了。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体保送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种行业的液体气压管道和气体管道等。焊接纳道可用于输水管道、煤气管道、暖气管道、电器管道等。
焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接方式的不同分为直缝焊管和螺旋焊管两种,因其端部外形又分为圆形焊管和异型(方扁)等焊管。无缝钢管的管壁上是没有焊接缝的,由于它是用圆钢直接空孔再中止轧制拔制而成的。外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。无缝管压力更高,焊管普通在10个左右MPa,往常焊管有做无缝化处置的。无缝钢管是在轧制中一次成型的。焊接钢管需求卷制后焊接而成,普通有螺旋焊和直焊。性能无缝管要好一些,当然价也高一些。



流体保送管,锅炉厂,工程,机械加工厂。按机构性能供应的国产无缝管,普通碳素钢按的甲类钢制造(但必需保证含硫量不超越0.050%和含磷量不超越0.045%),其机械性能应契合表内所规则的数值。按水压实验供应的国产无缝管必需保证标准所规则的水压实验。进口无缝管的物理性能检验按合同规则的有关标准中止。用途无缝管用途很普遍。普通用途的无缝管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作保送流体的管道或结构零件。根据用途不同分三类供应:按化学成分和机械性能供应;按机械性能供应;按水压实验供应。供应的钢管,如用于承受液体压力,也要中止水压实验。特地用途的无缝管有锅炉用无缝管、地质用无缝管及石油用无缝管等多种。
种类无缝钢管按消费方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等。按特地用途分,有锅炉管、地质管、石油管等。无缝管按GB/T8162-87规则规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。外观质量:钢管的内外表面不得有裂痕、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完好掉,后不得使壁厚和外径超越负倾向。钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。冷拔或冷轧精密无缝钢管热轧、冷拔、热扩按消费方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管普通在自动轧管机组上消费。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不时旋转和行进,在轧辊和顶头的作用下,管坯内部逐渐构成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,抵达规格央求。


