


想要一睹绕筋机全自动钢筋笼滚焊机价格甄选好厂家产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:绕筋机全自动钢筋笼滚焊机价格甄选好厂家的图文介绍
建贸机械设备(宜宾市分公司)在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 钢筋带锯床厂事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 钢筋带锯床厂,并以良好的服务和满意的治理效果赢得了广大客户的认可。


集高生产率、高精密加工及操作便利性于一身的新一代多功能复合车削中心。该系列产品采用正交型 Y 轴结构,左右主轴及铣削主轴组合,还可配备下刀塔,一次装夹即可完成复杂零部件加工,集多台普通设备的加工功能于一体,加工时间和人力成本,保证了生 产效率。将主轴和进给轴热变位化,铣削主轴达到 0.0001°高精密分度控制,完成高精密加工,采用人体工程学设计,更加便于操作和修理。建贸锯床能够为客户提供完善解决方案,客户需求。X轴采用滑块整体结构,确保X轴精度和加工刚性,Z轴硬轨,以保证机床加工时的精度和刚性。高速变速箱主轴6000rpm。圆盘式刀库,容量为24把,机械手换刀,可靠,换刀迅速。冷却采用大流量,高扬程水泵,保证在高速切削下具有充分的冷却。绕筋机

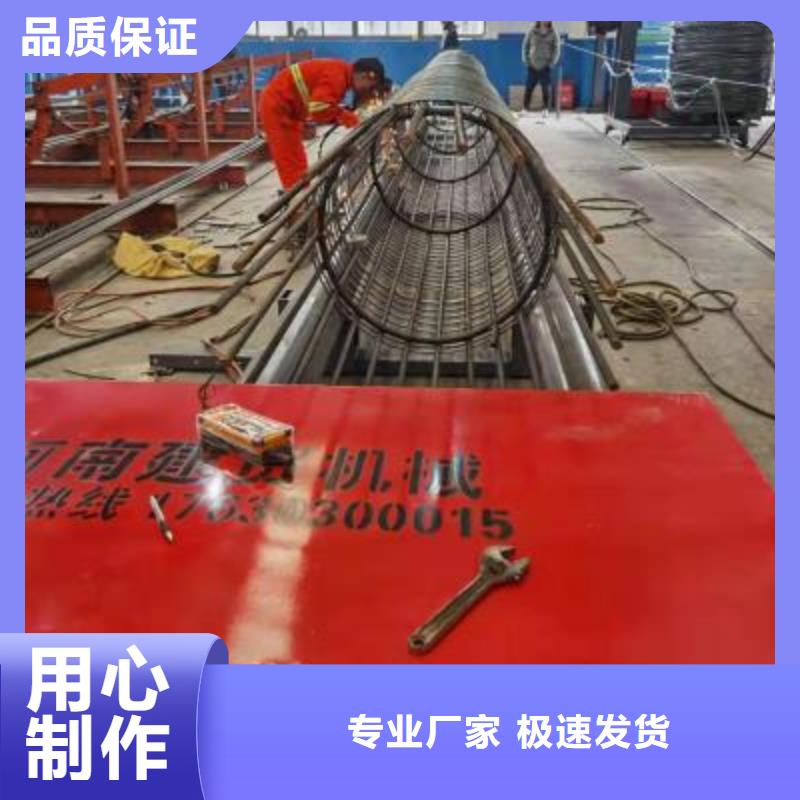
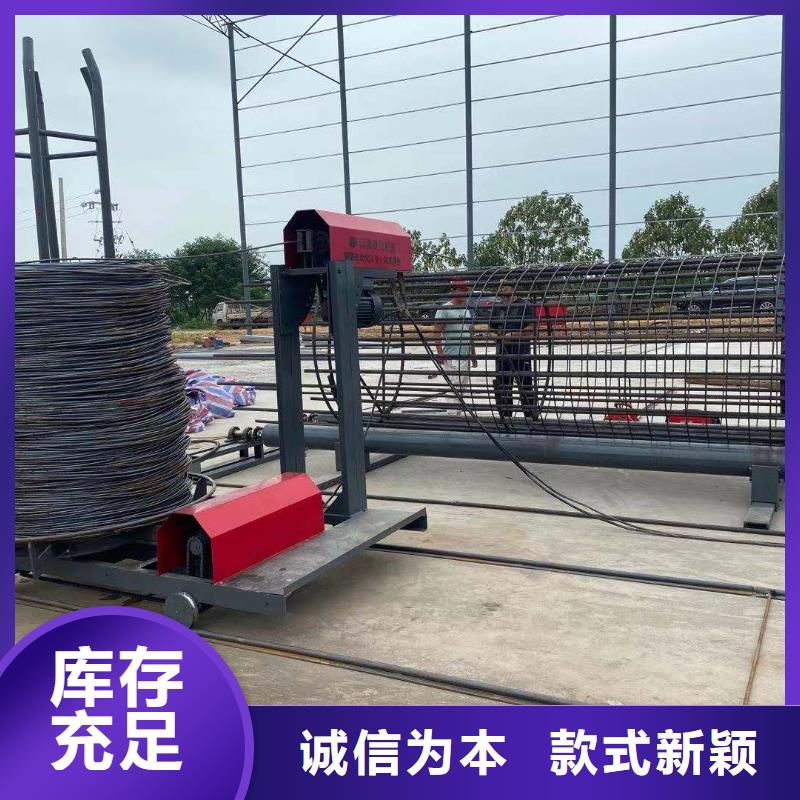
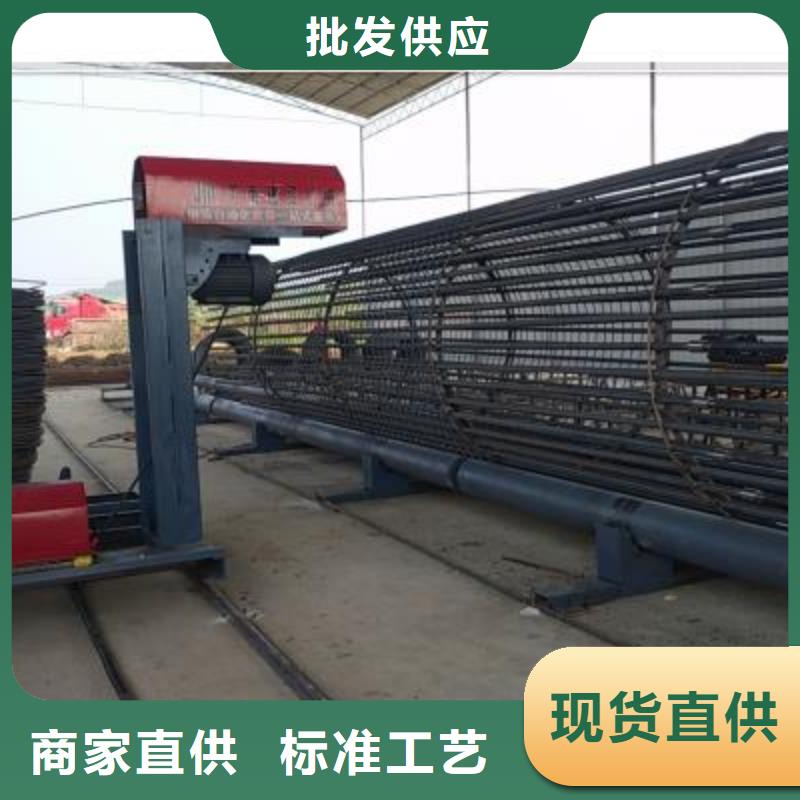
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。


钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。



