

不要满足于简单的文字描述,点击我们的【护栏不锈钢复合管护栏客户信赖的厂家】产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:【护栏不锈钢复合管护栏客户信赖的厂家】的图文介绍

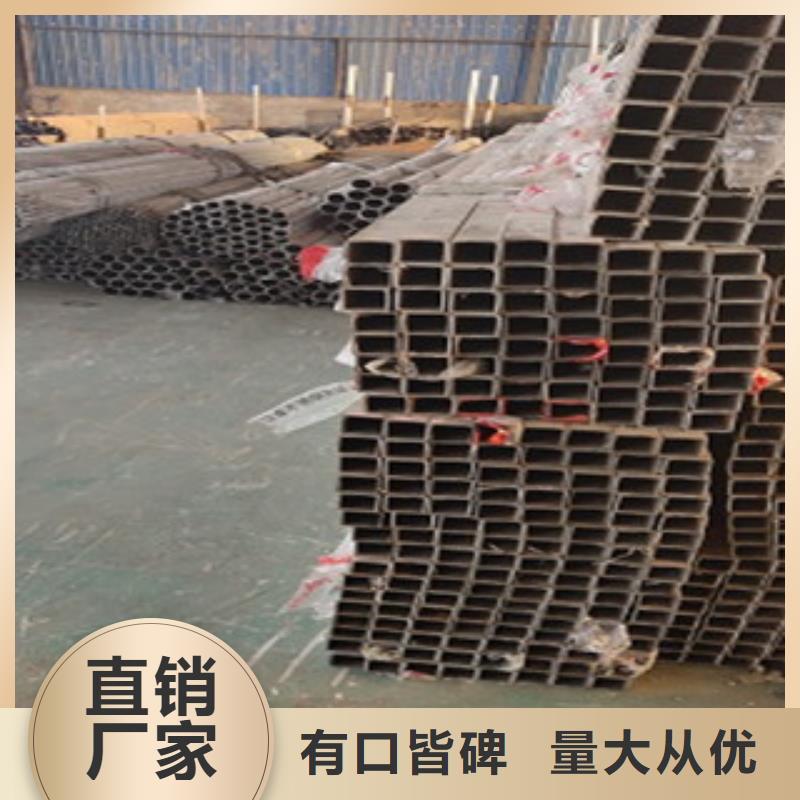
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。


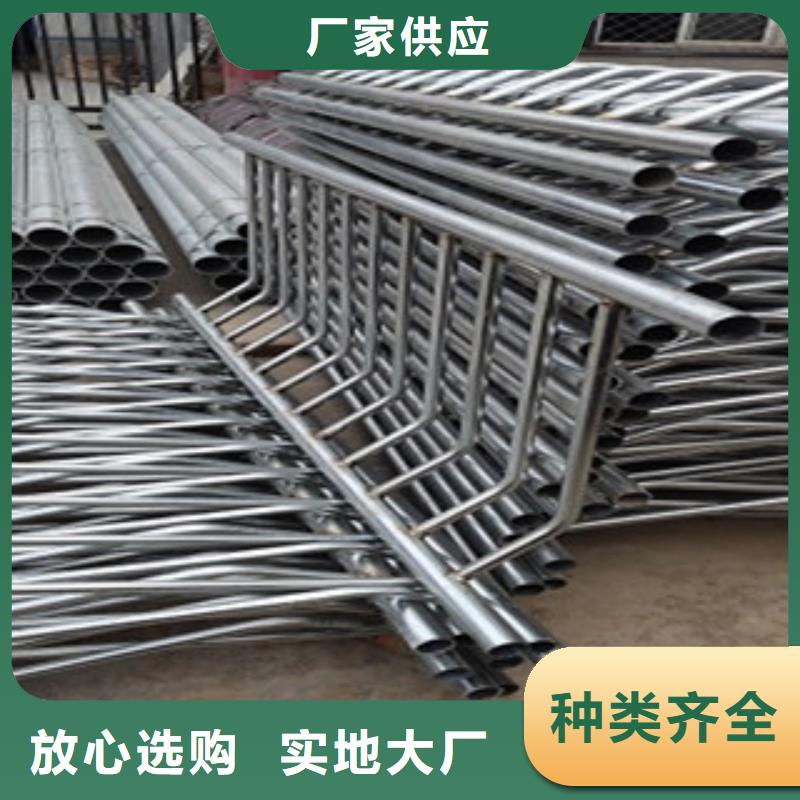
生活在城市中的人们最怕堵车,特别是在没安装道路护栏的早高峰与晚高峰,再加上学生上下学时段,更是堵的一塌糊涂,为了缓解道路拥挤和杂乱无章的行驶,在大多路段上安装了道路护栏,安装道路护栏不但明确了机动车、非机动车的行驶方向、区域,还平添了几分安全感,让广大驾驶员朋友能够安心开车,实在便利许多。 道路护栏具有白、蓝、红、绿等多种颜色,色彩艳丽、表面光滑、手感细腻,可自由组合,维修快捷,损坏后可快速局部拼装或更换。在郊区环境下,标准的道路护栏防锈的厚度,可保持50年以上而不必修补;在市区或近海区域,标准的道路护栏防锈层则可保持而不必修补;有效解决长期困扰护栏产品表面锈蚀、粉化、龟裂等问题。具有足够的强度和耐候性,采用国产一级原生料无毒、无害,具有强度高,韧性强、耐腐蚀、抗静电、不退色、不开裂、不脆化,使用寿命可达30年以上。内附经防腐处理的钢衬,使其具有良好的强度和耐冲击度。安装简便:采用插接式安装,简便快捷,固定牢靠。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。

现我厂 不锈钢复合管栏杆产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 连云港俊邦金属材料有限公司建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。



