

产品优势图


精密钢管中国GB 日本JIS 美国ASTM 德国DIN精密钢管标准对照表
| 钢种 | 中国GB | 日本JIS | 美国ASTM | 德国 | |||
| 牌号 | 牌号 | 标准号 | 钢号 | 钢号 | 材料号 | 标准号 | |
| 碳素 精密钢管 | (Q235) | GGP STPY41 | G3452 G3457 | (A53钢种 F) A283-D | (St33) | 1.0033 | DIN1626 |
| 10 | STPG38 | G3454 | A135-A A53-A | (St37) | 1.0110 | DIN1626 | |
| STPG38 | G3456 | A106-A | St37-2 | 1.0112 | DIN17175 | ||
| STS38 | G3455 |
| St35.8 St35.4 | 1.0305 1.0309 | DIN1629/4 | ||
| STB30 | G3461 | A179-C A214-C | St35.8 | 1.0305 | DIN17175 | ||
| STB33 | G3461 | A192 A226 | St35.8 | 1.0305 | DIN17175 | ||
| STB35 | G3461 |
| St35.8 | 1.0305 | DIN17175 | ||
| 20 | STPG42 | G3454 | A315-B A53-B | (St42) St42-2 | 1.0130 1.0132 | DIN1626 | |
| STPT42 | G3456 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STB42 | G3461 | A106-B | St45-8 | 1.0405 | DIN17175 | ||
| STS42 | G3455 | A178-C A210-A-1 | St45-4 | 1.0309 | DIN1629/4 | ||



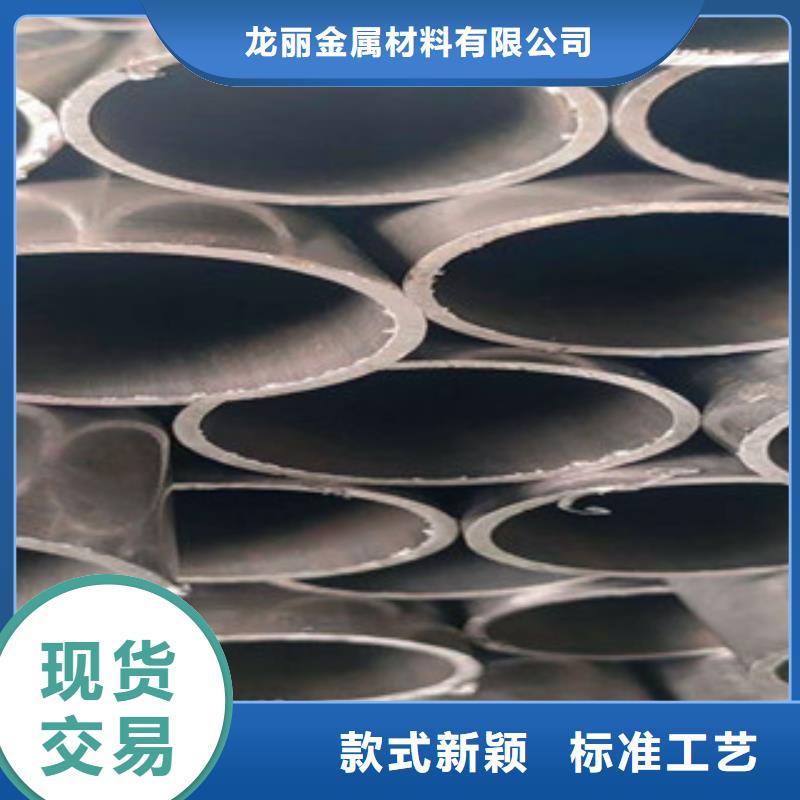
精密钢管管材定径
在纵轧或斜轧定径机上对空心荒管进行的不带芯棒的小变形量的纵轧或斜轧,目的是使荒管获得规定的外径尺寸。纵轧定径机的架数一般为5~12架,多为单独驱动的二辊式连轧机,工作机架与地平面呈45。布置,相邻机架互呈90。布置。增加定径机架数可扩大产品规格,给生产带来了方便。斜轧定径在二辊或三辊式定径机上进行,一般多配置在三轧斜轧管机组(见热轧无缝管机组)中。与纵轧定径相比较,斜轧定径的精密钢管外径精度高,椭圆度小,更换规格品种方便,不需要换辊,只要调整轧辊间距即可;缺点是生产率低。

产品案例

公司实力

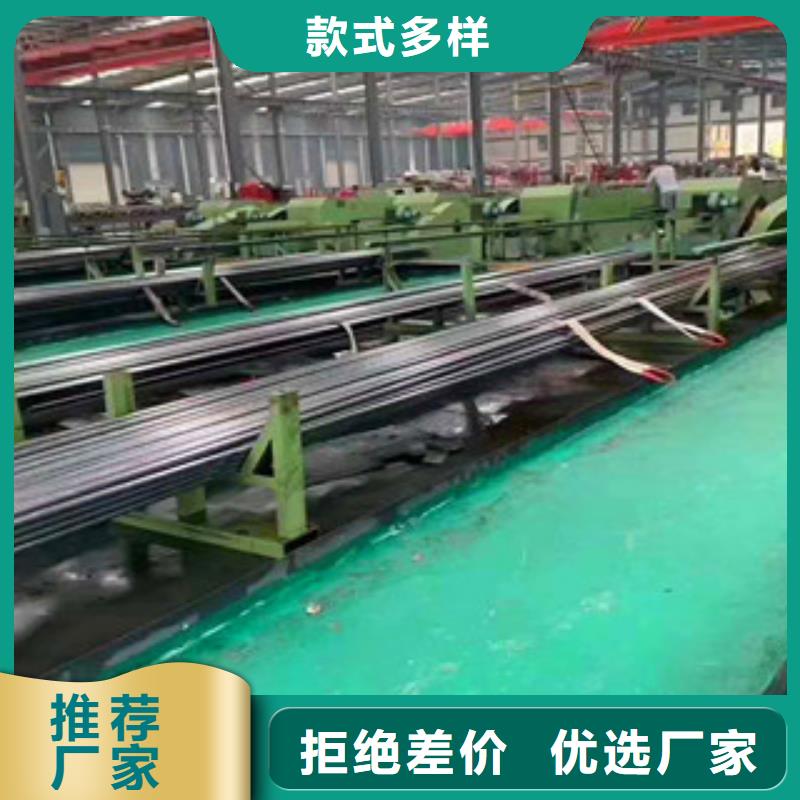
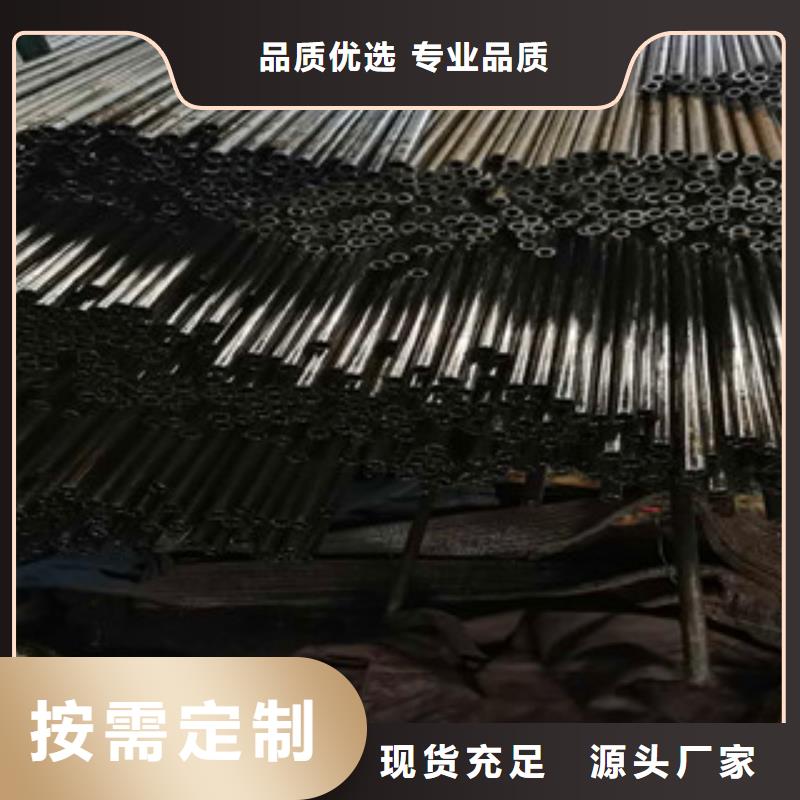
精密钢管挤压润滑
在挤压管材时对挤压杆和穿孔针都要进行润滑。铅管挤压时用动物脂润滑。挤压铝及铝合金管的润滑剂为汽缸油(70%~90%)和片状石墨(10%~25%)混合物,还可添加10%~20%的铅丹或10%左右的石墨粉。镁及镁合金、锌及锌合金管材挤压时可用石墨和油的混合物润滑。挤压铜管一般用机油和石墨混合物作润滑剂。挤压钛及钛合金管时多采用玻璃润滑剂润滑。挤压锆管时常在锭外加上黄铜套筒作润滑剂,以油-石墨混合物作辅助润滑剂,也可在盐浴中加热锭坯后再涂一层玻璃膜。挤压纯镍、低合金化镍合金、镍-铬-钼合金和镍-铜-铁合金管时,在以玻璃润滑剂润滑之前,应用硬脂酸和石墨混合物润滑挤压筒、挤压模和挤压杆。挤压碳精密钢管时用油-石墨-盐混合物作润滑剂,挤压合金精密钢管时则用玻璃作润滑剂(见挤压润滑)。玻璃润滑剂的使用方法有涂层法、玻璃粉滚粘法和玻璃布包覆法3种。涂层法是在锭坯上涂一层玻璃液体,或直接将锭坯浸入玻璃液体中。滚粘法是使锭坯沿着均匀撒有玻璃粉的倾斜工作面上滚过,使玻璃粉粘附于锭坯的侧表面上。包覆法是将玻璃布包于热锭坯上。这3种润滑方法用于润滑挤压筒。挤压模的润滑方法是在模工作面与锭坯之间放置一只厚3~10mm、内孔稍大于模孔的玻璃垫。对穿孔针的润滑可将玻璃布包覆在针的涂有沥青的工作段上。
坯料选择也是挤压管材时的一个重要程序,其中包括锭坯种类的选择、断面尺寸的确定和挤压前的预处理。

龙丽金属材料(贺州市分公司)自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 20CR精密管上下游产业结构,以行业领军为愿景,为 20CR精密管行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。


