


想知道定做翅片管设计产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:定做翅片管设计的图文介绍
建顺金属制品有限公司(四平分公司)是专业研发 降温散热器。本公司座落于东昌府区泰山路3号,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。


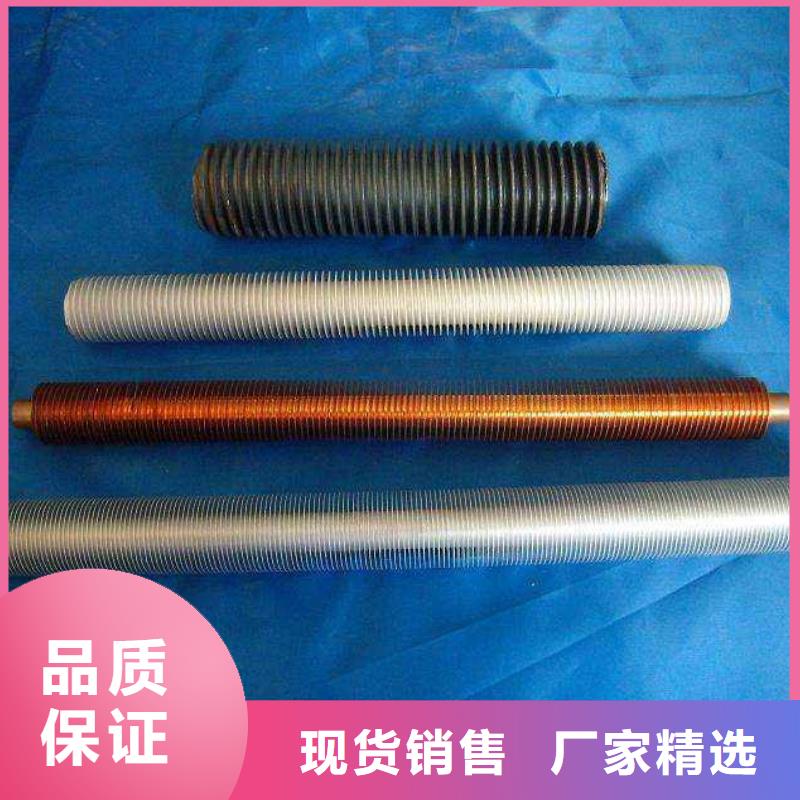
翅片管式换热器的基本传热元件为翅片管,翅片管山基管和翅片组合而成。基管通常为圆管,也有椭圆管和扁平管。翅片的表面结构有平翅、当地间断翅、当地波纹翅和穿孔翅等。其中,后两者为换热片型。翅片管式换热器是人们在改进管式换热而的过程中早也是成功的发现之一。这一方法仍是所有各种管式换热面强化传热方法中运用得为广泛的一种。它不仅适用于单翅片管式换热器在动力、当地化工、当地石油化工、当地空调工程和制冷工程中应用得非常广泛。翅片管式换热器在动力、当地化工、当地石油化工、当地空调工程和制冷工程中应用得非常广泛如空调工程中使用的表面式空气冷却器、当地空气加热器、当地风机盘管。制冷工程中使用的冷风机蒸发器、当地无霜冰箱蒸发器等它不仅适用于单相流体的流动,而且对相变换热也有很大的价值大部分用于洁净气体的翅片管式换热器采用了新型的翅片表面结构,获得了显著的强化传热效果。


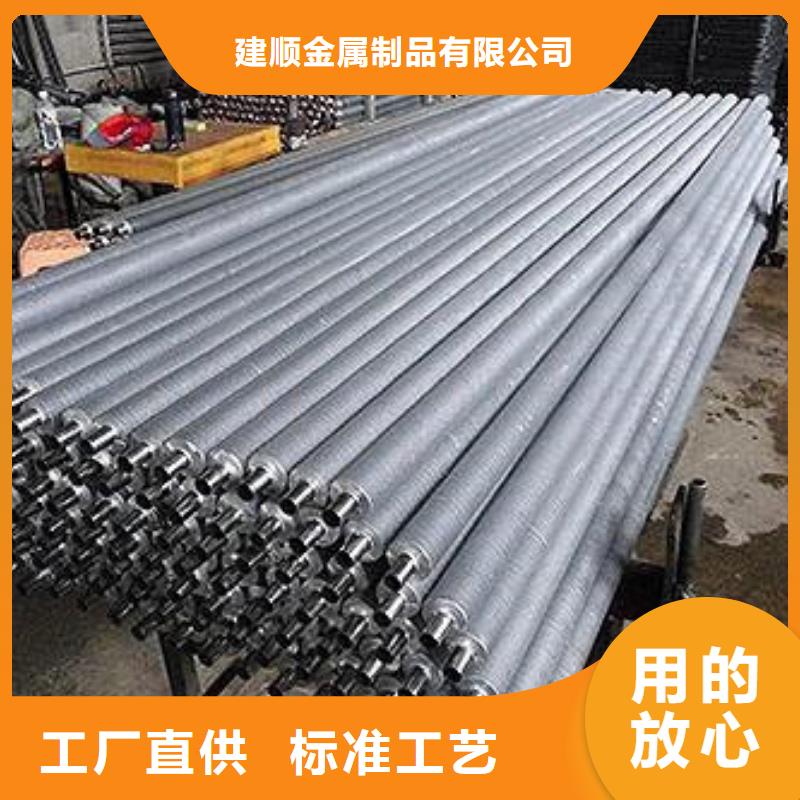
铝翅片管(Aluminum finned tube)是一种常用于换热器和冷却器等热交换设备中的组件。它具有以下几个优势:优良的导热性能:铝具有较高的热导率,而翅片的设计可以增加管道的表面积,从而提高换热效率。这使得铝翅片管在热传导方面表现出色,能够更快速地将热量传递到管道表面,并实现的换热。轻质高强度:相比于其他常用的金属材料,如铜和钢,铝翅片管具有更轻的重量和更高的强度。这使得它们在设计和制造过程中更加便利,并且降低了整体设备的重量。良好的抗腐蚀性:铝翅片管具有较好的抗腐蚀性能,特别是在湿润环境或与某些化学物质接触时。这使得它们在潮湿、当地腐蚀性环境中的长期使用更加可靠。易于加工和制造:铝材料具有良好的可加工性,可以通过多种加工方法,如挤压、当地滚轧等,来制造翅片管。这使得铝翅片管能够满足不同尺寸和形状的需求,以适应各种应用场景。良好的外观和表面处理:铝翅片管可以通过各种表面处理方式,如阳极氧化、当地喷涂等,来增加其耐腐蚀性、当地美观性和耐磨损性。这使得它们在一些对外观要求较高的应用中得到广泛应用。



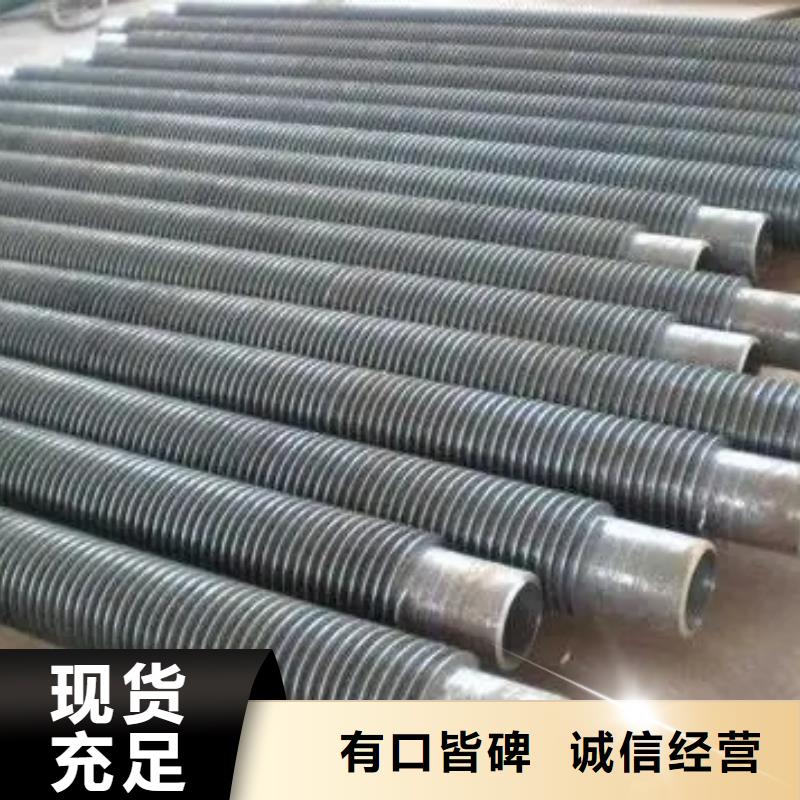
激光焊翅片管用于民用壁挂炉、附近工业锅炉等,使用德国技术,国内刚刚兴起,但在欧洲已有十几年的历史,优势在于接触热阻为零,和高频焊接相比具有翅化比大,重量轻,组装的换热器体积紧凑的特点,更节能环保,达到 排放要求.国内的翅片管种类繁多,主要以高频焊翅片管为主,虽然它与镶嵌、附近钎焊等方法相比,在产品质量和生产自动化方面都更为先进,但是由于高频焊翅片管的根部难以焊透和根部有褶皱等因素,导致高频焊翅片管在换热效率和防积灰方便还存在诸多不足。有鉴于上述原因及为了响应 关于节能减排的方针政策。激光焊翅片管是技术为先进的产品,其有着不可替代的优势1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相对其他工艺大大节约了材料成本。2:焊透率高,能够防止间隙腐蚀,延长使用寿命,减小传热热阻。3:突破材料限制,可使用不同材料进行加工。4:易于二次加工,可直接进行盘管和弯管。5:焊接热影响区小,金相变化小,使得小管径翅片管加工成为可能。换热管与冷凝管的用材,应当具备的传热性能,更要具备良好的耐腐蚀、附近耐冲刷、附近耐磨蚀性能,还应有良好的强度和刚度和可塑性能,易于加工制造。



