



想了解【生产线_五机头钢筋弯箍机N年生产经验】产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:【生产线_五机头钢筋弯箍机N年生产经验】的图文介绍

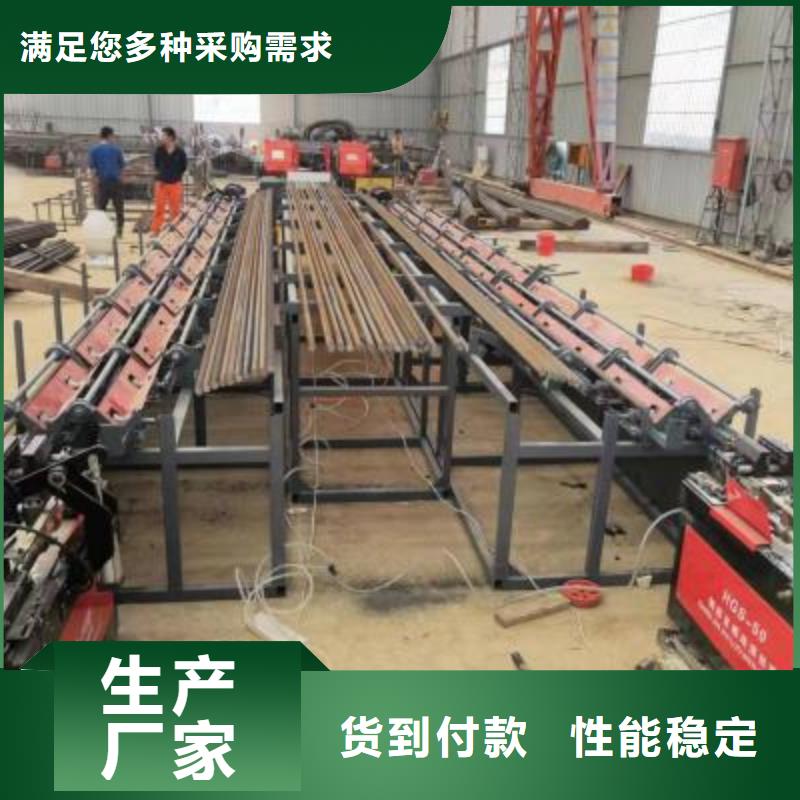
数控钢筋锯切套丝生产线本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动卸料、送进、缩径、滚丝等功效。 该设备可以根据现场实际情况和业主监理要求增加镦粗、打磨或储备料仓等设备无缝对接,实现全自动流程,无需人工干预。本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料。全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。


该设备是一种主要针对棒料钢筋头部螺纹加工全自动一体化设备。能够将钢筋按照需要,自动完成钢筋端部螺纹加工工艺,并且在制作小直径钢筋时能通过镦粗工艺将钢筋头部墩粗,从而使钢筋的加工螺纹直径更大连接强度高。同时完成套丝工艺后可对钢筋端部不平整的部位进行打磨工序。数控钢筋锯切套丝打磨生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V型辊进行,具有、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。



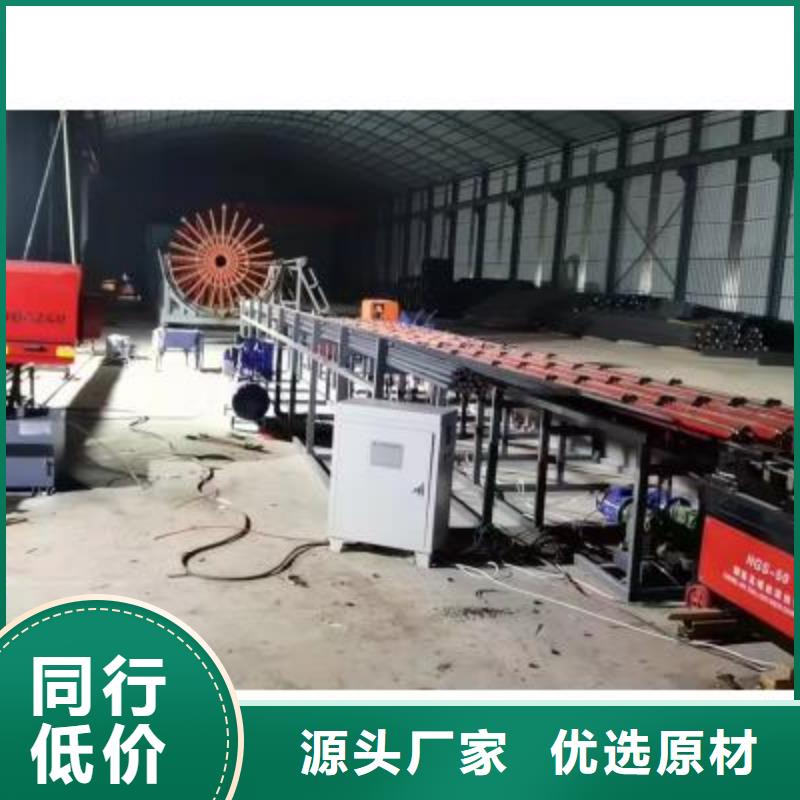
数控钢筋锯切套丝生产线原理:数控钢筋锯切套丝生产线采用自动输送平台,采用160mm的无缝管,输送轮数量也有所增多,输送轮加粗加大,接触面更大,输送力更强,输送速度快一倍,大大提高了工作效率,定尺板和下料板一体的,加厚到20mm,力度强,更稳固,采用的是45号钢,抗冲击强。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。


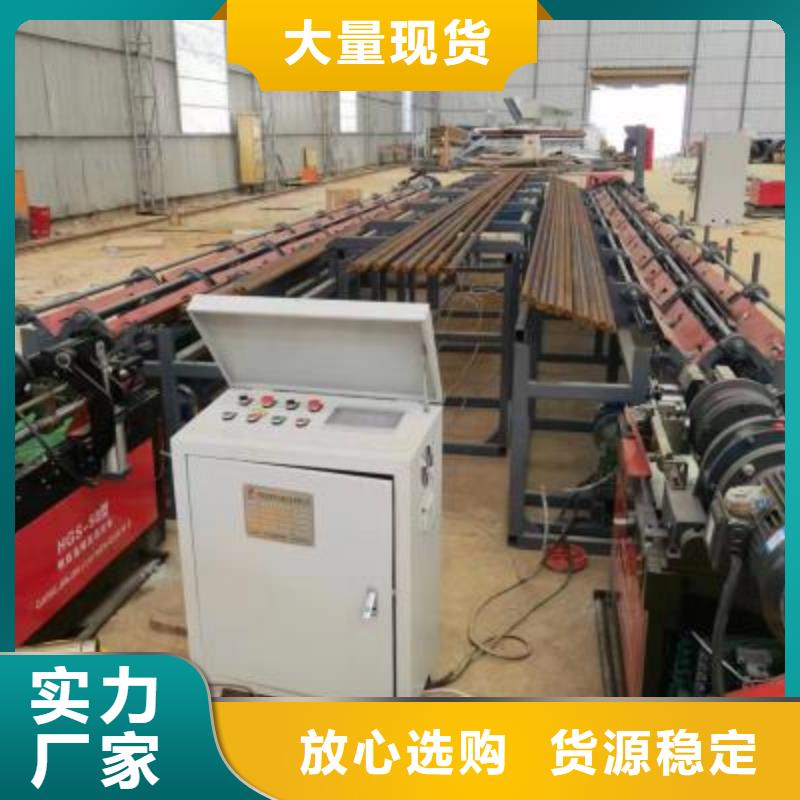
数控液压钢筋剪切生产线(又名数控钢筋剪切线,钢筋剪切生产线,全自动钢筋剪切线,棒材钢筋剪切生产线)。可广泛用于建筑、高速公路、高铁、隧道、水利、发电厂、核电站等行业,适用于多种规格不同长度的钢筋连续切断工作,对于规格多,批量多的钢筋进行剪切及分类。数控棒材钢筋剪切线产品特点:剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高。液压式剪切系统,故障率低,可靠性高,剪切能力强。3、多挡板设计,定位速度快,效率高。双向收料,成品存放量提高一倍。配置套载,可大大提高材料的利用率 剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。


建贸机械设备(贺州市分公司)技术力量雄厚,安装团队实力强大,目前拥有 整捆切钢筋锯床项目部6个,专业施工人员70余人,中、专业人员10余人,一般技术人员及营销人员30余人。公司还有一支的售后服务队伍.
公司将本着诚实守信、质量、服务、服务于 整捆切钢筋锯床事业的原则,与海内外客户广泛合作,携手共创 整捆切钢筋锯床事业的美好明天。



