







2、套补粘接法主要是对于MPP管道穿小孔和接头渗漏的状况。选用一样口径的管材长约15~20cm,将其纵向剖开,按粘接接头的程序将套管内面和被补管材表面打毛,涂胶后套在漏水处贴紧即可。
3、玻璃钢法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸上树脂溶液后再均匀地缠绕在MPP电力保护管或接头渗漏处,经固化后变成玻璃钢即可止水补漏。有条件时还可在漏水点处加上不锈钢箍夹以夹紧玻璃纤维布。



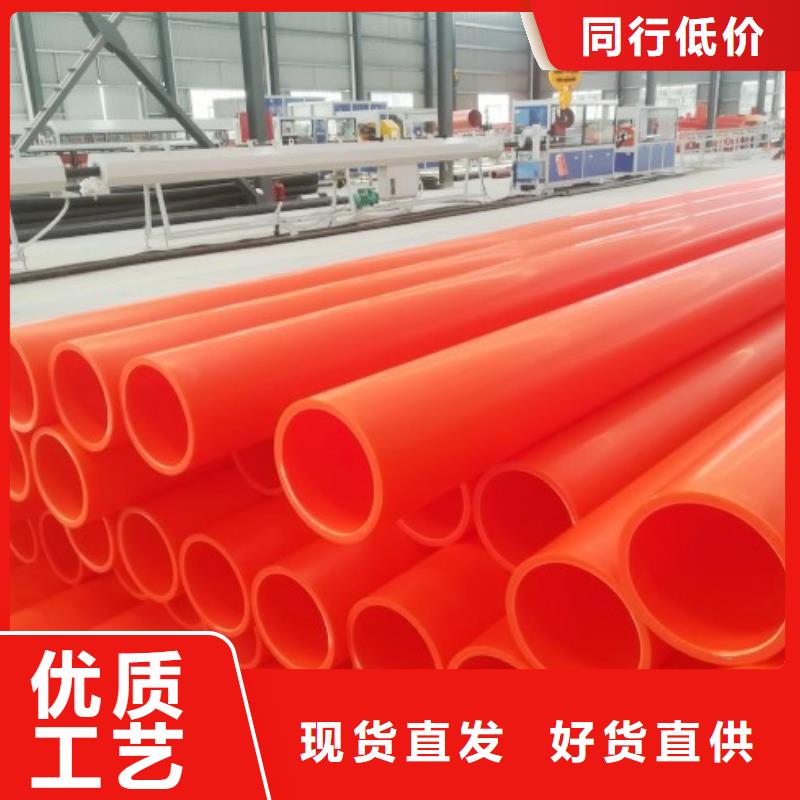
MPP管道表面受损处理:
据悉,表面受损是影响管材使用中的一个重要问题,其中表面处理的大小不同,影响的程度也不同,轻则减少管材使用,重则导致管材无法使用,所以我们需要就这一个方面的处理原则进行介绍了解。
如果是MPP管道厂家的产品表面粗糙可能是因为主机机头温度过高或过低造成的。减少冷却水温PP-R适合的冷却水温为二十到三十摄氏度。这种情况下MPP管道应该检查水路检查加热圈有无损坏的情况,检查原料性能,咨询原料供应商清理模具的温度如果高于口模区段放的温度,需要打开芯部的调温装置检查然后清理模具上的杂质。
MPP管道的产品表面粗糙,出现这种情况的原因可能是因为设备的机头温度太高造成的,想要解决这个问题只要适当的检查设备的水路的使用情况。
在MPP管道的使用过程中可能会因为种种原因造成管材表面受损,所以我们需要及时的采取相应的处理和措施,以便更好的进行问题解决,延长管材使用。


2、其次就是温度:MPP管道属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,对于PE,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,MPP管道模具适合使用中等模温,对于PE材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、末尾把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。
在生产MPP管道的时候通过使用注塑成型工艺,来增加其使用效率及延长其使用使用期,所以我们首先从压力,温度以及时间方面来考虑,并且注重材料的选择,从而达到标准的生产要求。



中雄管业有限公司(常德分公司)整合资源,优势互补,优化整体商业模式,做好 泥浆管道,通过实业运作和资本运作,不断扩大产业规模,力争在新的起点上再造辉煌。


