



为了让您更地了解我们的耐磨钢板_石油裂化管源厂直销,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:耐磨钢板_石油裂化管源厂直销的图文介绍

熔池维持在液态的时间一般只有几秒到几十秒。固液相界面的推进成长速度比铸件高10-100倍。焊接过程中,熔池中存在着多种作用下,如电弧的机械力、气流吹力、电磁力以及由于温度分布不均匀造成的耐磨衬板中金属的饿密度差别和表面张力差别,所以熔池液态金属处于不断的搅拌和对流运动状态。 熔池液态金属流动总趋势是从熔池的前部向尾部流动,电弧的机械力等过大时,还会在熔池的尾部形成局部的涡流现象。熔池周围散热条件好焊接熔池周围的耐磨衬板对于熔池金属好似模壁,但熔池与其周围母材金属之间直接,不像铸件那样存在气隙。 品种表面状态试验前变况环境条件城市住宅区市镇城市工业区临海工业区沿海地区1Cr17(430)0Cr18Ni10(304)0Cr18Ni12Mo2(316)2BNo.42D2BNo.4HL2BNo...570.5.5055表1几种复合耐磨板不同表面状态的大气腐蚀实验结果从表1中的结?。 由于1Cr17铁素体复合耐磨板在一些大气中不能满足要求,为此,在建筑外用铁素体耐磨板中已经了含钼和含钛、铌的许多铁素体耐磨板的牌 ,如00Cr22Mo5(Ti,Nb),00Cr25Mo2(Ti、Nb)和高纯Cr30Mo2(Ti,Nb)等,国外已在临海大型建筑物上大量应用。


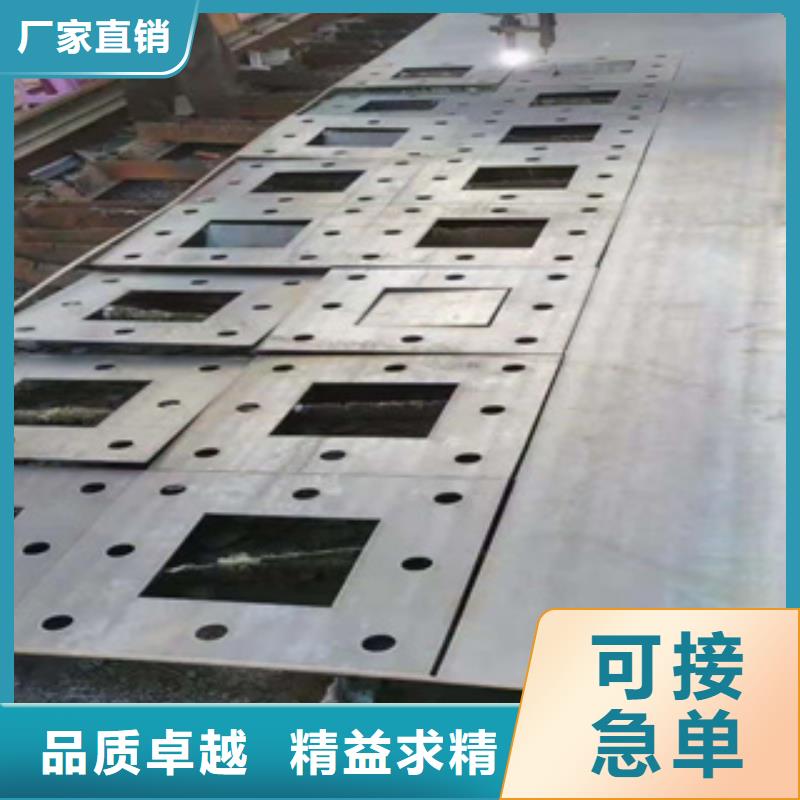
水泥行业水泥厂立磨工作时,物料经过入料溜槽进入磨机内,借助磨辊和磨盘的辊压和碾磨被粉碎;粉碎后的细粉溢出磨盘,被从磨机底部通过导风环吹入的60~70m/s以上的上升热气流烘干,并带入选粉机进行粒度筛选;合格的细粉排出磨外,不合格的粉末仍回到磨盘上进行再粉磨直至粉磨合格。 耐磨衬板在大面积严重磨损的工况下,使用效果是其他抗磨材料难以相比的,是的耐磨材料,值得推广。由此可知,立磨零部件受到块状的磨粒磨损和高速气流携带的粉末颗粒的冲刷磨损,工况条件极其恶劣,若不采用耐磨材料,多数零部件的使用寿命仅仅几个月,甚至更短。 典型的易损零部件有入料溜槽衬板、磨壳衬板、磨体护板、导风锥衬板、磨辊护套、选粉机导向叶片、回料锥形斗、拉杆护罩、刮料板及抗扭装置保护板、出口风管等。采用碳化铬堆焊复合钢板制作上述易损零部件,其使用寿命,了显著的和经济效果,使用寿命普遍3~8倍。 如选粉机导向叶片可使用2~3年,导风锥衬板和磨体护板可使用2~3年,磨辊护套可使用5~3年,回料锥形斗可使用3年以上。可为国内水泥企业节约大量生产成本,取得更大的经济效益。另外水泥行业的风机叶片、管道、输料槽内衬、挡料圈以及破碎机零件、辊压机侧挡板等都是高磨损部件,采用耐磨衬板作为它的耐磨层,可显著有效的延长设备的使用寿命,增加企业的经济效益。



埋弧焊接双金属耐磨板的缺陷及产生的原因:点:表面不均匀双金属耐磨板在做埋弧焊接当中,首先会出现的是宽度的不均匀,这种现象出现的原因一般都是在操作焊接当中速度上没有跟上,其次在做焊接当中,送丝的速度。 第二点:焊接余度大再有就是余度大,这种余度大产生的原因是在焊接当中电流过大或者电压低的原因,再有就是在焊接当中倾角度比较大,在运用焊丝焊接当中位置的不当,这种缺陷处理的办法,首先在焊接当中要调节焊接电流和电压,同时还要调节好位置和倾角。 第三点:焊接累积对于焊瘤这种缺陷,其实产生的终原因是在焊接双金属耐磨板当中焊接的速度很快,而且在焊接的角度上压力过大,同时在焊接的位置上处理不当造成的,而这种处理办法,一般还是要先调节好电压和焊接的速度,同时要注意焊接所出丝的速度。 第四点:焊接气孔在焊接当中出现气孔,对于埋弧焊也是常有的事情,那么双金属耐磨板的表面出现气孔的真正原因是,在焊接街头的表面灰尘较大,在处理焊丝当中没有用的焊丝,电压电弧过高的现象,运用第三方辅助焊。



“客户信赖品牌 40Cr无缝钢管供货商”是我们企业追求的目标,我们也时刻以此来严格要求自己。鑫邦源特钢(甘肃省分公司)期待在关键的时候为您提供为的现场解决方案以及完善的产品和服务。
企业目标:专业、诚信、产品供应商客户信赖的品牌供应商 经营理念:专业、诚信、值得信赖
服务宗旨:以合理的价格、完善的服务,提供高质量的 40Cr无缝钢管产品,以客户需求为导向,以提高客户生产效率及质量为目标,不断引进国外先进技术同产品,为客户带来更为的现场解决方案。


