





想要探索不锈钢护栏【市政护栏】细节决定品质的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:不锈钢护栏【市政护栏】细节决定品质的图文介绍
中泓泰金属制品(恩施市分公司)是以 灯光防撞护栏制造,施工服务于一体的科技型供应商,是湖北恩施规模较大 灯光防撞护栏生产基地之一。公司位于经济开发区凤凰工业园,地理位置优越,交通运输十分便捷,公司产业园占地50亩,竭诚为您提供优质的 灯光防撞护栏产品和服务。



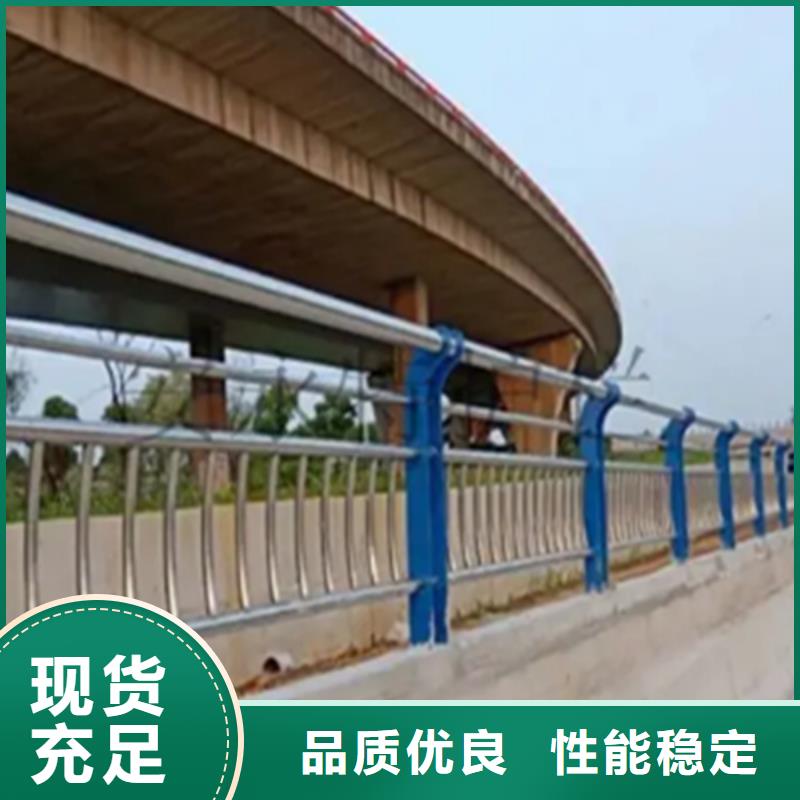
桥梁不锈钢护栏的尺寸统一性 发布时间:2022/9/12 10:57:16 来源:山东聊城中泓泰金属制品有限公司 桥不锈钢护栏在设计时应该注意哪些方面? 不锈钢桥梁护栏是城市中较为常见的一种桥梁护栏,它是用来保障人和车辆行驶、防止坠落或冲撞的一种必不可少的措施,也是和行人比较靠近的部分,桥梁护栏的造型设计会直接影响到桥梁的美观。 桥梁护栏样式丰富,主要分为四个类型,栅栏式、栏板式、棂格式和混合式。在设计桥梁护栏的时候,应该主要注意一下两点: 一:桥梁护栏的尺寸。这是非常重要的一点,因为栏杆的主要作用是保证人和车辆的。如果没有感,就没有美感,所以要求桥梁护栏必须足够坚固,能够承受拥挤和碰撞,给人带来感和依赖感。还有一点就是栏杆的高度不能太高,妨碍人的视线。栏杆的高度可以根据桥面的出水距离来确定。一般净空距离在三米以上时,栏杆的行走面在一米左右。当净空距离小于三米时,栏杆高度可适当降低。对于宽桥面、多车道带分离带的桥梁,栏杆的高度和端面尺寸可以稍大一些,以增加桥梁护栏的稳定性。 二:风格的多样性和统一性。目前桥梁护栏的设计主要以简洁明快为主,但栏杆构件的图案造型可以灵活多变,避免单调,保持栏杆的和谐统一,不影响桥梁主体。我们的产品质量有保证,价格也很实惠。



201不锈钢复合管栏杆资讯 近期环保检查力度加强也缓解了桥梁不锈钢护栏的供需过剩。由于桥梁护栏股票大多在4月中旬见顶,目前一些股票跌幅已经较大,中期财报出炉,利空兑现,钢厂利润回落明显。但长期来看,高炉长流程钢厂仍然有较强盈利能力,因此认为具有配置价值。 由于近期桥梁护栏市场价格的普遍跌落,桥梁护栏企业实现利润水平急剧萎缩,有些企业和桥梁护栏品种甚至出现亏损,如果能够持续一段时间,势必极大遏制桥梁护栏企业的增产力度,从而减缓市场供应压力,为价格回升创造条件。 煤焦钢产业是大商所服务实体经济的重点领域之一。大商所先后上市焦炭、焦煤、桥梁护栏期货,逐步形成较完整的炼铁原料避险链条,桥梁护栏期货已引入境外交易者,大商所煤焦矿价格在国内国际市场的影响力也日益增强。 常州201不锈钢复合管栏杆简介 手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。



河道不锈钢防撞护栏性能评价标准是怎样的呢? 河道不锈钢防撞护栏性能评价标准是怎样的呢?客户朋友们你们知道吗?下面就由河道护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。 ??1、车辆与河道护栏发生碰撞时应能保证车内乘员的生命,不受到严重伤害。 ??2、每一种等级的各种形式河道护栏均应根据应用路段,按照评价等级相应的车辆总质量,选择小型客车、大型车辆两种车型进行实车碰撞试验。 中泓泰金属制品有限公司是集设计、生产、销售、安装于一体的专业不锈钢桥梁防撞护栏厂家,公司主营:桥梁护栏、不锈钢护栏、不锈钢护栏栏杆、不锈钢防撞护栏、桥梁护栏、桥梁防撞护栏、不锈钢桥梁护栏、桥梁栏杆、河道护栏、防撞栏杆、河道栏杆、灯光护栏、灯光栏杆、景观护栏、景观栏杆、栈道护栏、栈道栏杆、304不锈钢复合管、不锈钢复合管护栏、201不锈钢复合管、不锈钢碳素钢、不锈钢复合管等产品


不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的,所以说一定要焊接合格才行!



