



文字描述虽好,但视频更能直观展示堆焊耐磨板,高强板现货直供产品的每一处细节。
以下是:堆焊耐磨板,高强板现货直供的图文介绍

涌华金属科技(娄底市分公司)资金雄厚,货源充实,交通便利。公司常年以低的价格销售 耐磨钢板。我公司库存充足,公司以良好的信誉、优质的产品、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,深得用户依赖。 欢迎新老客户前来洽谈、电议。 我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!



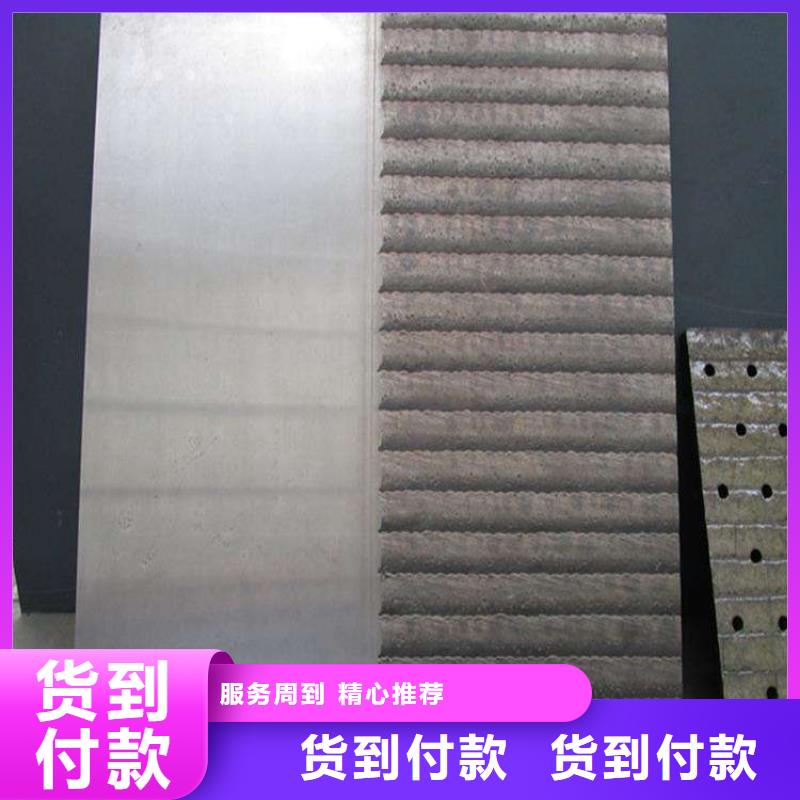
耐磨百板有2个标准系列和4个高等级系列,其中高等级系列有普通耐磨,超耐磨性,高韧性等十几个种类,可满足不同领域的应用要求。普通耐磨性钢板:度该系问列钢板 生产厚度高达100mm,并能保证硬度。同时,保证一定冲击韧性。代表的钢号有WNM360,WNM400系列和A,B,C质量等级6个牌号。超耐磨性钢板:该系列钢板要求具有更加持久的寿命,以答此降低运营综合成本。再不更多的牺牲专焊接和成型特性的前提下,表现极高的耐磨性,代表的钢号有WNM450,WNM500系列和A,B,C质量等级6个牌号。高韧性耐磨板:通常在-20度以下,耐磨钢板的韧性难以保证,而舞钢却成功研发出该系列钢板,可保证在 (-40度以下的韧性)和强冲击条件对韧性的要求,代表的钢号有WNM360,WNM400系列和D,E质量等级四个牌号。可焊接性属高钢板:该系列钢板,为满足严酷焊接条件下(无法焊接前预处理),保证与普通材料一样的可焊接性能。在不牺牲耐磨性的前提下, 可能的降低钢板的碳当量,表现出 可焊特性,代表钢号有WNM360L。



钢板的尺寸、外形、重量及允许偏差符合GB/T709-2006的规定,该标准的四类厚度偏差类别可供用户选择。
为增加标准的灵活性, 限度满足用户要求,体现标准的 自由度原则,本标准规定经供需双方协议,可供应其他尺寸、外形偏差的钢板。


