


简约不浮华,不简单实用。我们的法兰毛坯冲压件价格真材实料加工定制产品视频用直观的方式展现产品的实用性和价值。
以下是:法兰毛坯冲压件价格真材实料加工定制的图文介绍
搏远金属制品(衡阳市分公司)在激烈竞争的商海中,始终坚持以客户为中心,以 热扩法兰毛坯质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为 热扩法兰毛坯客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大 热扩法兰毛坯用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!




国标法兰英文(National standardflange)是指按中华人民共和国标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上



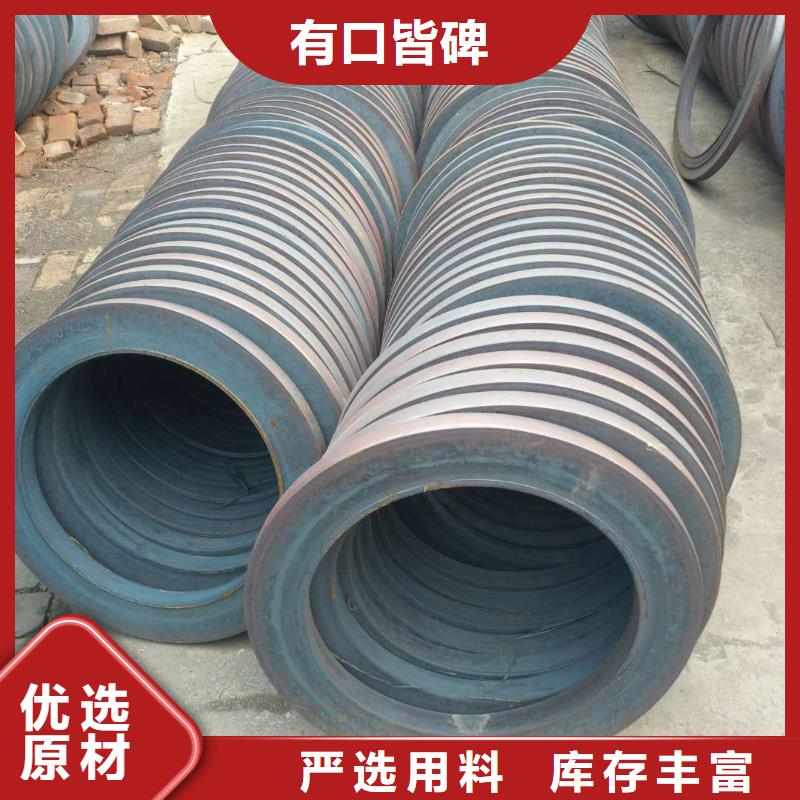
14.船用平焊法兰是将管子插入法兰内圈焊接的法兰,平焊法兰分为带颈平焊法兰和板式搭焊法兰两种。平焊法兰的优点是制造简单、生产成本低,但不耐高温高压,主要用于压力低于2.5 MPa的常温管路,是船舶采用多的法兰。
船用对焊法兰又称高颈法兰,就是指带颈的有圆管过渡的并与管子对焊连接的法兰。对焊法兰刚性较大不易变形,密封好,应用广泛,适用于压力温度较高的场合,公称压力PN在16MPa左右。主要用于压缩空气管系、二氧化碳管系。
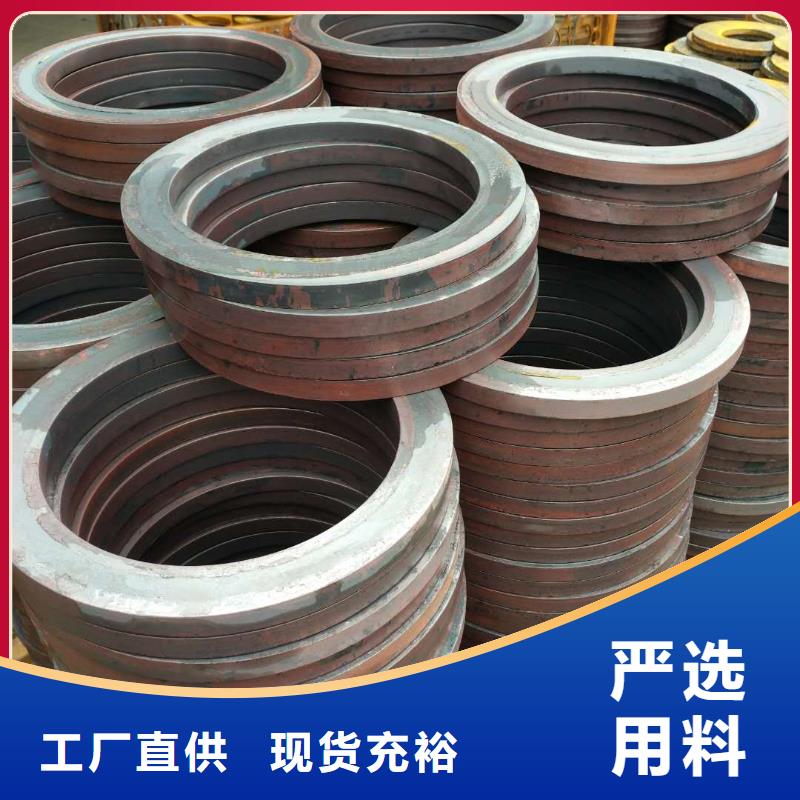
船用松套法兰又称活套法兰,一般都是管道的材质造价很高,为降低成本而采用与管道同材质的内接件和不同材质的法兰组合,就是利用翻边、钢环等把法兰套在管端上,法兰可以在管端上活动的一种管件。松套法兰 一般用于铜镍合金管和伸缩节上。
船用液压法兰船舶液压管系压力非常高,所以都采用特制的承插式高压方法兰,法兰厚度根据管径不同在30mm—45mm左右,这种法兰一般采用一片凹法兰与一片凸法兰的连接方式,用O型圈作为密封材料。
船用对焊法兰又称高颈法兰,就是指带颈的有圆管过渡的并与管子对焊连接的法兰。对焊法兰刚性较大不易变形,密封好,应用广泛,适用于压力温度较高的场合,公称压力PN在16MPa左右。主要用于压缩空气管系、二氧化碳管系。
船用松套法兰又称活套法兰,一般都是管道的材质造价很高,为降低成本而采用与管道同材质的内接件和不同材质的法兰组合,就是利用翻边、钢环等把法兰套在管端上,法兰可以在管端上活动的一种管件。松套法兰 一般用于铜镍合金管和伸缩节上。
船用液压法兰船舶液压管系压力非常高,所以都采用特制的承插式高压方法兰,法兰厚度根据管径不同在30mm—45mm左右,这种法兰一般采用一片凹法兰与一片凸法兰的连接方式,用O型圈作为密封材料。


