




我们的圆钢耐磨450钢板精心视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:圆钢耐磨450钢板精心的图文介绍


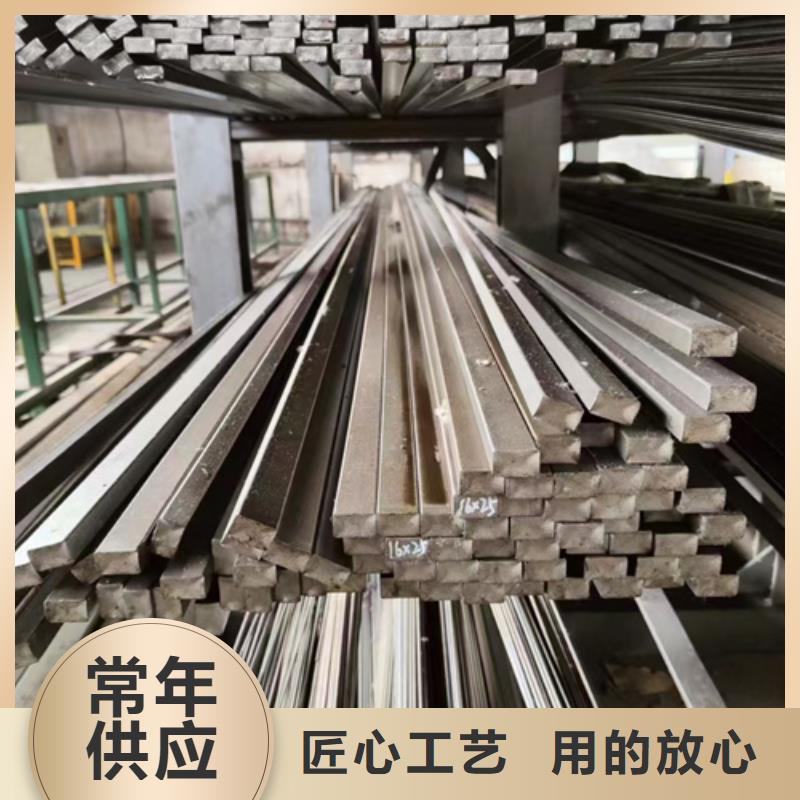
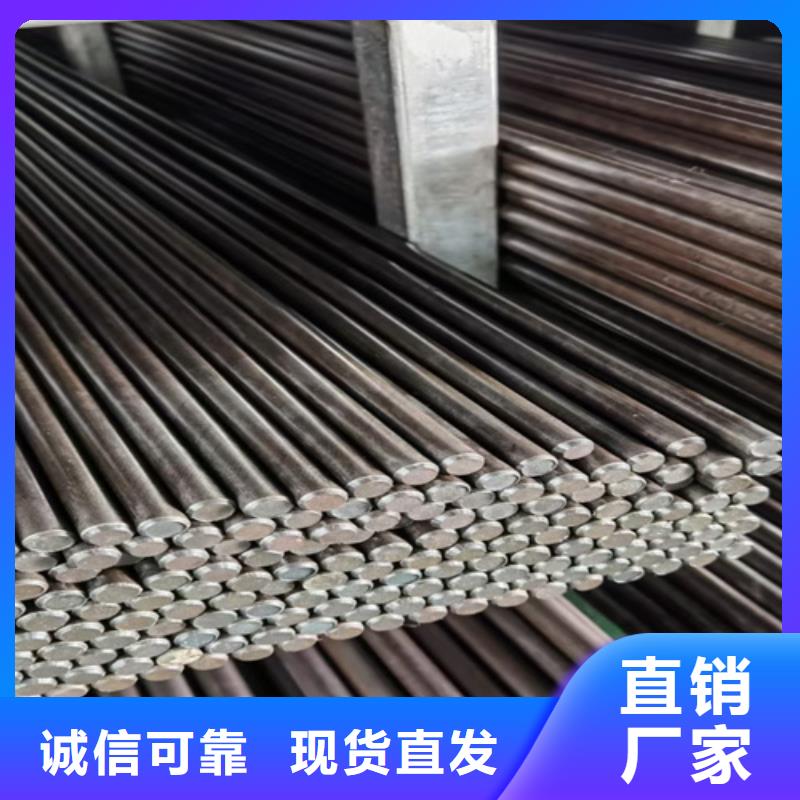
轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零 部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、本地圆锥面、本地内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、本地阶梯轴、本地空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:(一).尺寸精度.起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。(二).几何形状精度轴类零件的几何形状精度主要是指轴颈、本地外锥面、本地莫氏锥孔等的圆度、本地圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。(三).相互位置精度轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。(四).表面粗糙度一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。圆钢



【多麦金属】高锰耐磨耐候钢板生产厂家(芜湖市分公司)拥有雄厚的技术力量和多年来在 12cr1mov合金钢板研制生产上积累的大量宝贵的实战经验,并不断致力于新 12cr1mov合金钢板产品的开发研制以扩大生产规模,生产更多更好的 12cr1mov合金钢板产品,回报新老客户的厚爱和所有的业界同仁的大力支持,携手共创美好的明天。



l) 该钢?泛应?于加?薄钢板,是非铁金属的轻载、附近复杂形状冷冲模的基本材料,尤其是钟表、附近仪器、附近玩具、附近?品?业等领域.对冲制奥?体钢板、附近硅钢?、附近?强度钢板效果不理想。
2) 该钢可?于制作料厚度<1mm的冲裁模具复杂形状的凸模、附近凹模、附近镶块,以及?股拉深模的凸凹模.制作凸模时建议硬度58 ~62HRC,制作凹模时建议硬度60 ~64HRC。
3) ?于弯曲模中要求?耐磨、附近形状复杂的凸模、附近凹模、附近镶块,制作凸模时建议硬度58 ~ 62HRC,制作凹摸时建议硬度60 - 64HRC。
4) ?于铝件冷挤压模的凸模、附近凹摸,制作凸模时建议硬度60-62HRC,制作凹模时建议硬度62 ~64HRC。
5) ?于铜件冷挤压摸凹模和钢件冷挤压凸模、附近凹模,建议硬度62~64HRC。
6) 经锻造成形后,可?于制作在1mm以上的压?机上使?的?型胶?模套,通常将钢的硬度提?到50 - 55HRC.但应减少或避免明显的带状碳化物组织或者液析等组织缺陷。圆钢



35CrMo合金结构钢(合金调质钢)统一数字代号:A30352执行标准:GB/T3077-2015
意大利:35crmo4
NBN:34crmo4
瑞典:2234
日标:SCM432/SCCrM3
根据国际焊接学会(IIW)的碳
(1)当Ceq<0.40%时,钢材的硬倾向不明显,可焊性优良,焊接时不必进行预热,可直接施焊;
(2)当Ceq=0.40~0.60%时,钢材的硬倾向逐渐明显,可焊性尚可,焊接时需采取焊前适当预热,焊后缓冷等工艺措施,控制其焊接线能量;
(3)当Ceq>0.60%时,钢材的硬倾向较强,可焊性较差,属于较难焊接的钢种,焊接时必须采取较高的预热温度和严格的工艺措施,选取合适的焊接材料。
经计算得出,35CrMo钢的碳当量值Ceq=0.72%。
由此可见,这种材料的焊接性不良,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。圆钢

