

30秒一段产品介绍视频,带你了解方管【外径385厚皮管】专业厂家产品的功能、特点和使用方法。
以下是:方管【外径385厚皮管】专业厂家的图文介绍

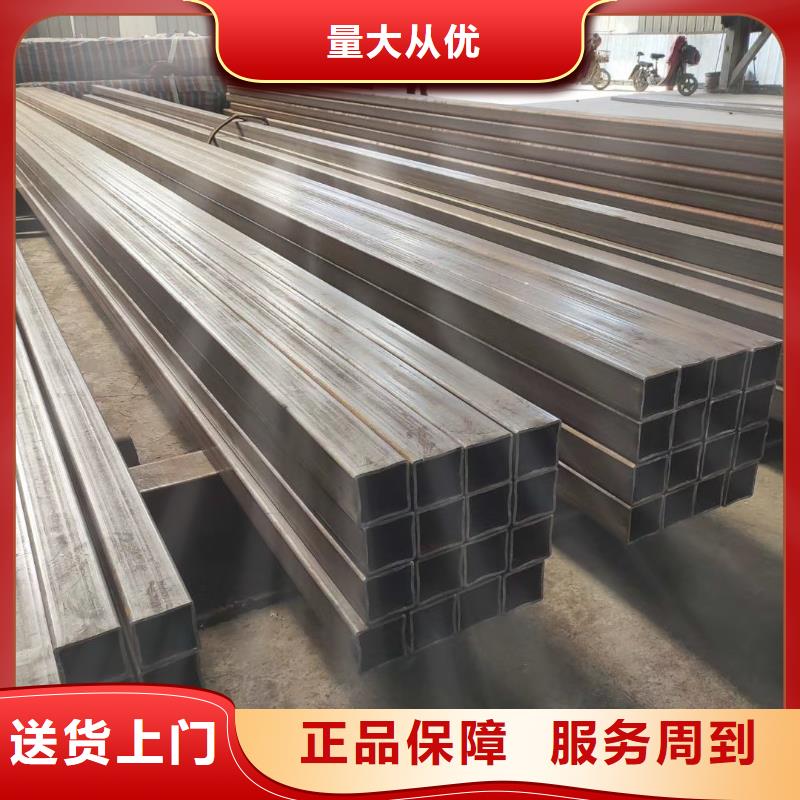
方管【外径385厚皮管】专业厂家

焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。


圆管成型的方式称为弯曲,焊接方管成型的方式便称为弯折。钢爵上海方管专家方管弯折成型有2种基本方法:实弯焊接方管和空弯焊接方管。实弯方管,顾名思义是压实了弯折方管,实弯焊接方管时内外辊与管坯内外壁双向压实。实弯方管的优点是反弹小,方管成型准确,而且只要辊型准确,方管内角成型的R比较准确。实弯方管的缺点是有拉伸、减薄效应。 ,实弯方管会使方管弯折处产生拉伸,方管拉伸效应使弯折线纵向的长度缩短;第二,实弯方管弯折处金属会因拉伸而变薄。空弯方管是通过外辊与方管管坯外壁的单向接触形成方管弯矩使带料弯折,空弯焊接方管会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩、增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边、侧边同步弯折和精整。空弯焊接方管还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯焊接方管的缺点是方矩管在上边、侧边同步空弯时,由于上辊和下辊同时产生压力,方管成型力容易超越临界点,造成方管边部失稳内凹,并且也会影响到机组稳定运行和焊接方管成型质量。这也是方矩管和圆管空弯成型时不同的特点。实际应用中,这两种基本方法,在方矩管成型中应根据产品需要配置到合理的工艺位置。应注意实弯焊接方管成型的拉伸/减薄效应和空弯方管成型的压缩/增厚效应对于方管产品质量的影响,否则将导致方矩管成型时侧边内凹,成品方管纵向翘曲,而且难以矫直。



目前公司员工200多人,其中拥有一支【49mm钢管】经验丰富的专业研发、生产管理与高素质的专业销售团队,拥有8000平米的标准厂房。经过多年努力拼搏,不断进取,公司持续的稳步发展,市场占有率逐步提高,企业规模不断扩大。 品牌建设是杰达通钢管(宁波市分公司)的重要核心战略。我们在【49mm钢管】产品各个环节严格把控质量关,核心原材料在工艺流程上对每个出厂产品严格执行5步品质检测制度,确保【49mm钢管】产品的品质及性能。



