


一分钟,了解产品的全部魅力!观看我们的不锈钢槽钢_不锈钢焊管真材实料产品视频,为您的购买决策提供有力支持。
以下是:不锈钢槽钢_不锈钢焊管真材实料的图文介绍


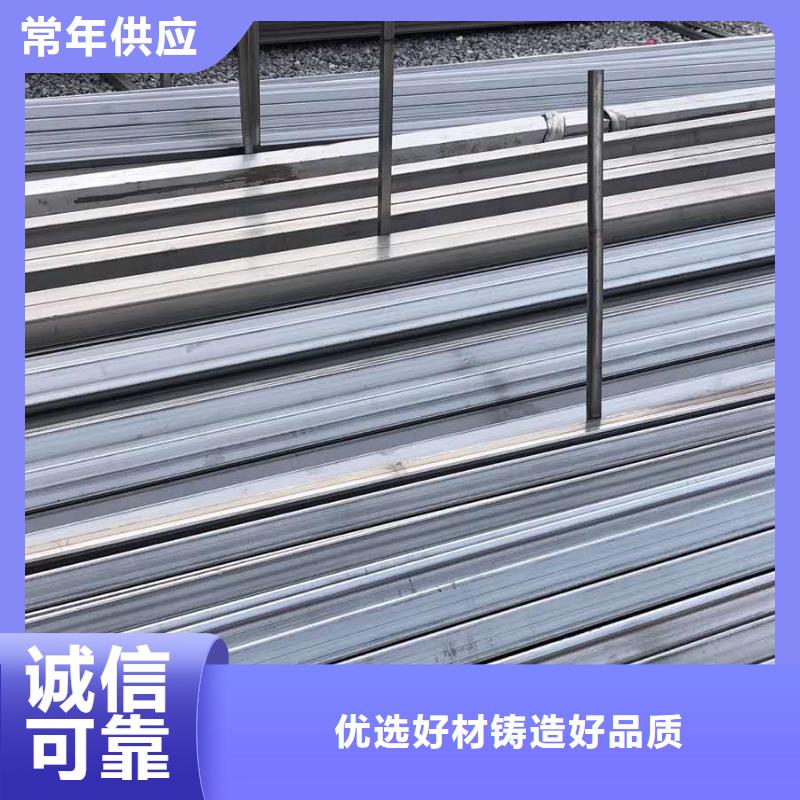
槽钢悬挑脚手架纵向水平杆应在立杆的内侧其长度不宜小于3跨。纵向水平杆对接接头应交错布置,两相邻纵向水平杆的接头不宜设置在同步或同跨内,不同步或不同跨两个相邻接头在水平方向错开的距离不应小于500mm,各接头中心至近主节点的距离不宜大于纵距的1/3。一根横杆两段的高差不能超过2cm,纵向水平杆全长平整度不能超过脚手架总长度的1/300,且不大于±10m。



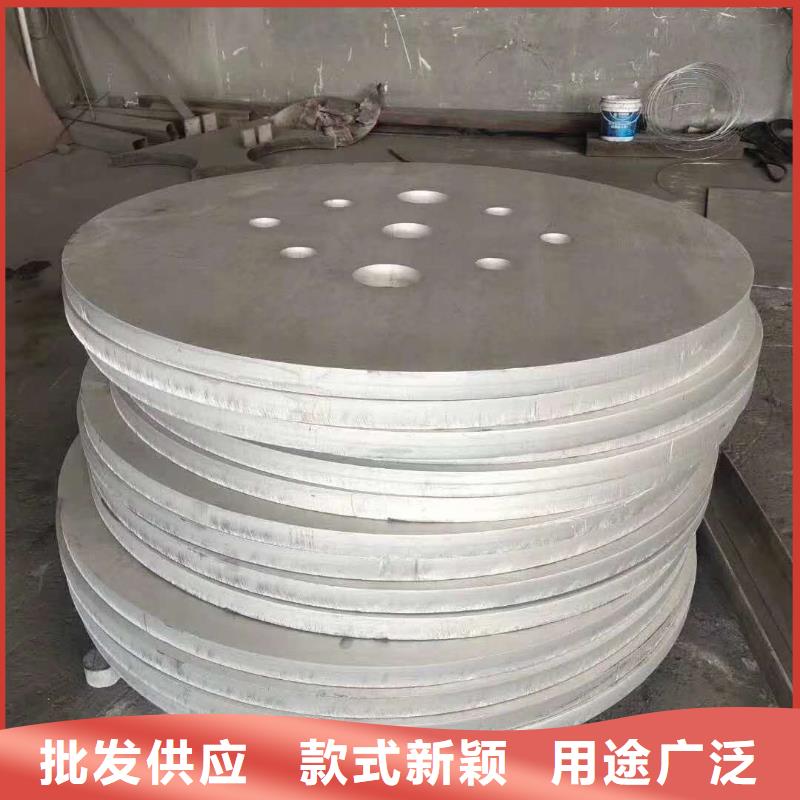
润腾不锈钢(阜阳市分公司)长期经营(安徽阜阳) 本地 不锈钢焊管。公司同时销售(安徽阜阳) 本地 不锈钢焊管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!



润腾不锈钢(阜阳市分公司)拥有几十名专业技术人才、熟练的生产和工程施工人员。并获得相关资质,是一家专业从事 不锈钢焊管设计、制作、销售于一体的厂家。全心致力于科研成果转化为产品的销售与服务。 我们的宗旨是兢兢业业为顾客提供性价比高的 不锈钢焊管及周到的服务。全体员工本着“诚信强企,人品造牌”的我公司信念,以缔造物美价廉的产品为己任,不断促使我们进行技术革新、产品创新,以良好有效的 不锈钢焊管产品和无微不至的服务来回报社会和百姓。




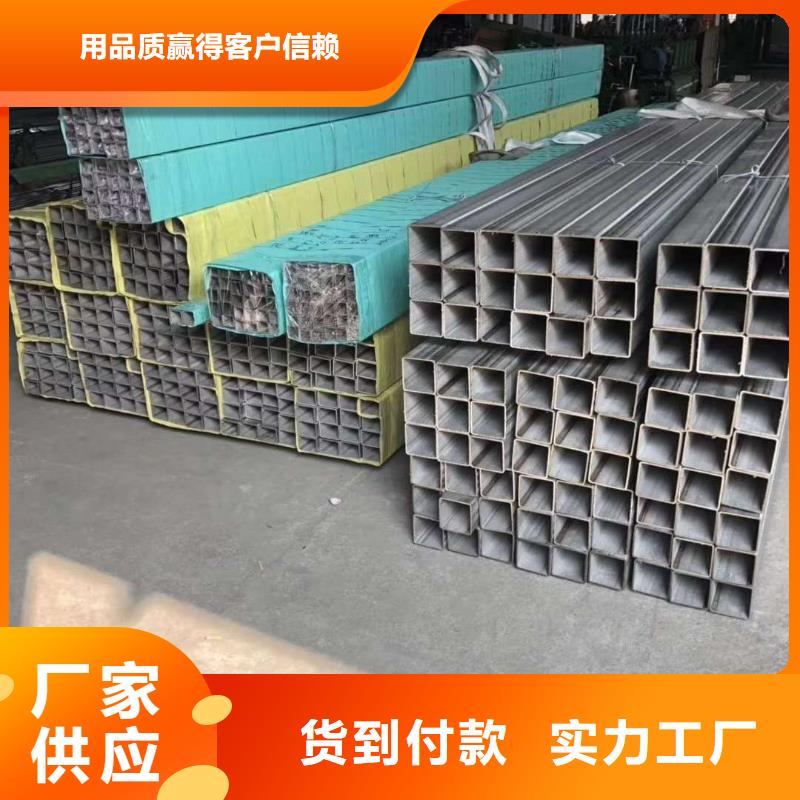
槽钢的编号和表示方法
①用国际化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量:
如:中国、俄国 12CrNi3A
②用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、200系;
③用拉丁字母和顺序组成序号,只表示用途。
我国的编号规则
①采用元素符号
②用途、汉语拼音,平炉钢:P、 沸腾钢:F、 镇静钢:B、甲类钢:A、T8:特8、
GCr15:滚珠
◆合结钢、弹簧钢,如:20CrMnTi 60SiMn、(用万分之几表示C含量)
◆不锈钢、合金工具钢(用千分之几表示C含量),如:1Cr18Ni9 千分之一(即
0.1%C),不锈 C≤0.08% 如0Cr18Ni9,超低碳C≤0.03% 如0Cr17Ni13Mo
