
为了给您提供更的镀锌管【焊管】工艺成熟产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
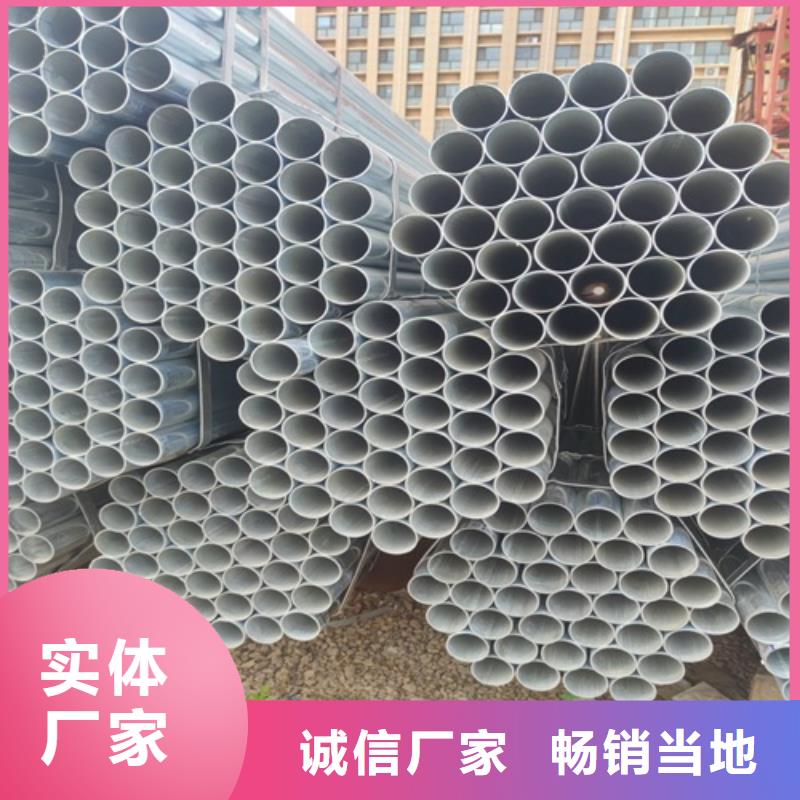
以下是:镀锌管【焊管】工艺成熟的图文介绍
鹏鑫钢铁(铜仁市分公司)承诺:将继续以市场为导向,以科技为依托,逐步更新现有 无缝钢管生产设备以 无缝钢管产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。




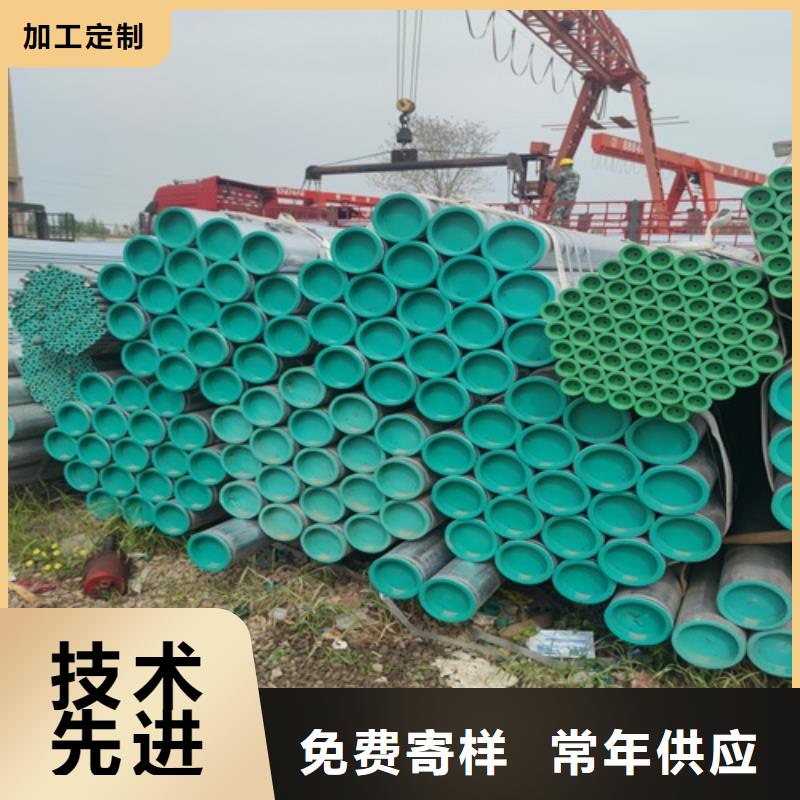
热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。



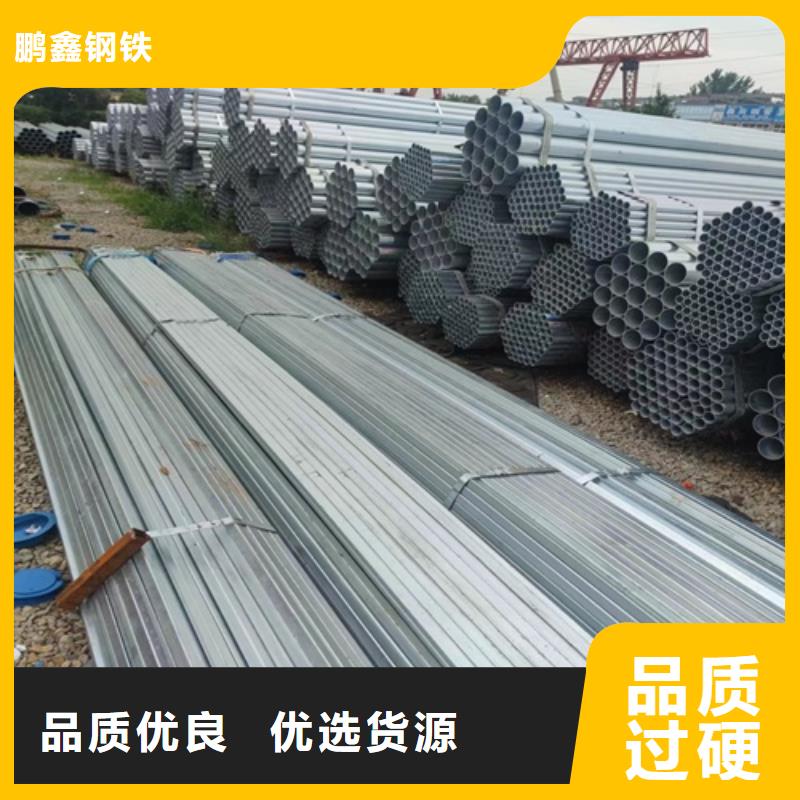
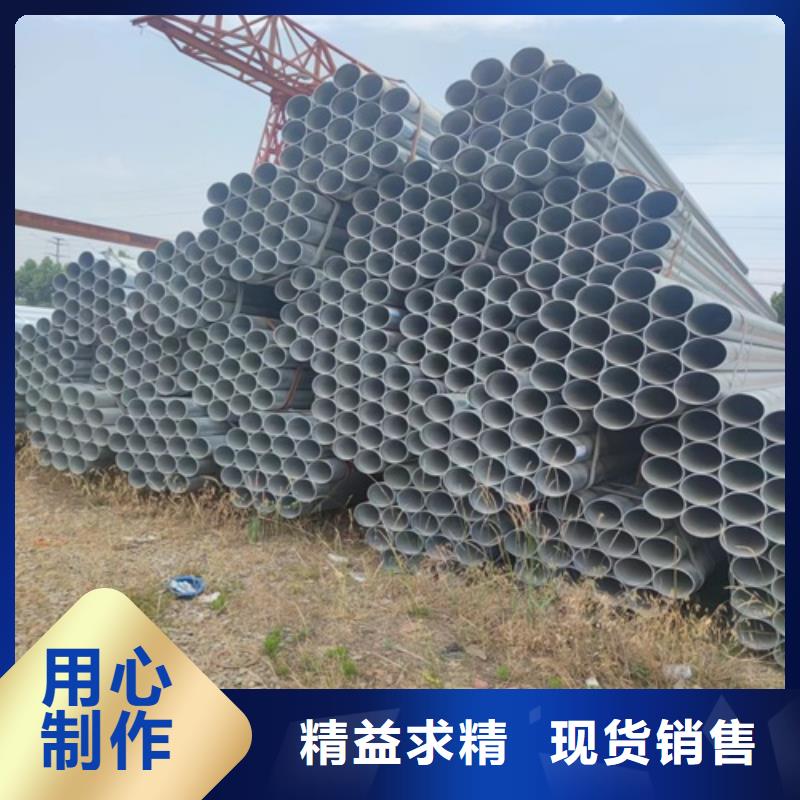
影响镀锌管质量因素 用于镀锌管金属材料一般是通过加热和焊接方法,金属材料的多个焊接在一起,焊接接口可以满足使用要求,如金属材料不会由于镦粗和天裂缝出现。 镀锌管用于外板和屋面施工,但产品质量好,主要看产品的外观,产品的表观的过程主要取决于镀液,表面处理方式不同的状态也有不同,如锌花表面出现或不光滑的亮片亮片等产品外观,切割时切断按照尺寸切割指定时不出现影响使用的缺陷产品,产品表面镀锌,镀锌的价值也有一定的数量实际上是锌层厚度的产品,两者的厚度两侧的锌层称为镀锌层,如果不同的量称为厚镀锌层的区别。


镀锌管的优点 1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低; 2、持久耐用:热镀锌钢管具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强破净军团,抗腐蚀能力强的特性,在郊区环境下大幅上扬,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补; 3、可靠性好:镀锌层与钢材间是冶金结合好消息,成为钢表面的一部份镀锌钢管,因此镀层的持久性较为可靠; 4、镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤; 5、性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到保护; 6、省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。



