

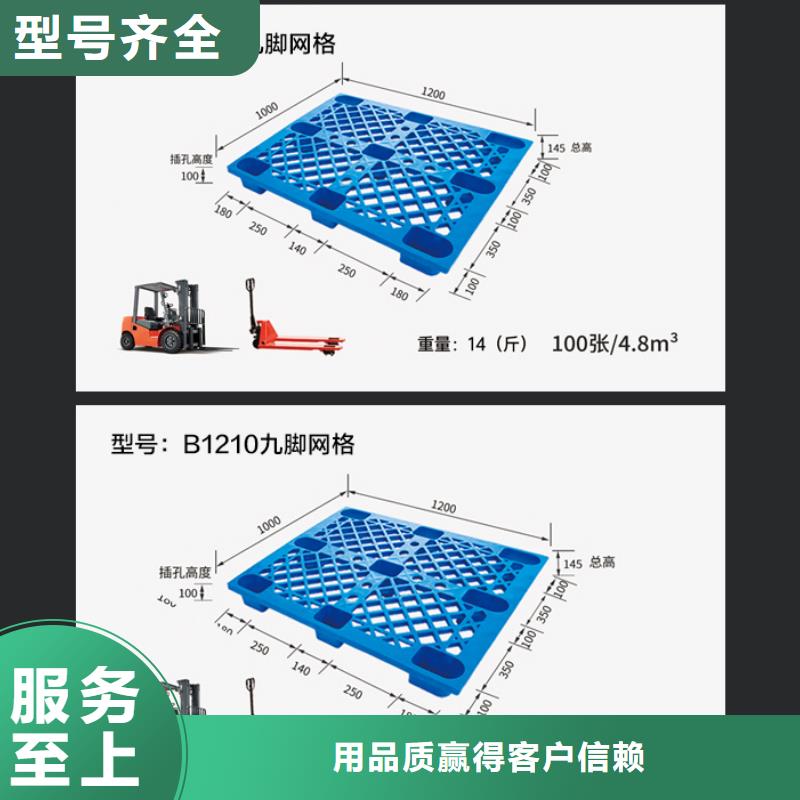


塑料托盘选用单面托盘还是双面托盘,应根据相应的存储、装卸搬运设备和状态(如库型、货架类型、堆码或放置状态)等来确定。
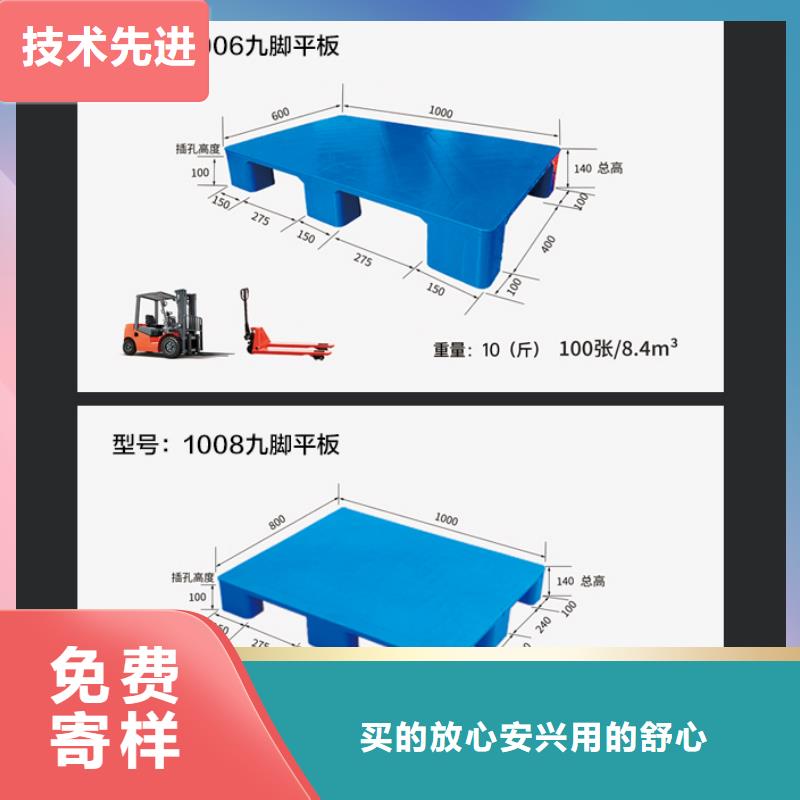
对于占地面积小的自动立体库或高位货架,以堆垛机或电动叉车垂直搬运为主的场合,双面重载系列托盘和单面标准系列托盘都可以选择。


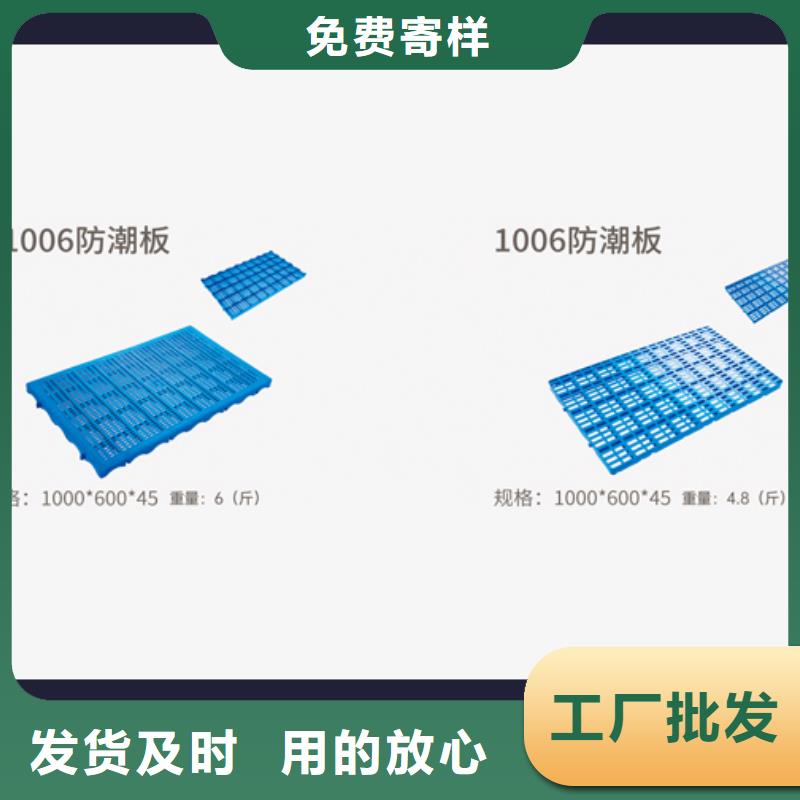
塑料托盘采用以低压高密度聚乙烯为主要原料,是包装行业的新产品,搬运仓储的好助手,与钢托盘、木托盘相比塑胶卡板具有质轻、平整、美观。整体性好、无钉无刺、环保无味、耐酸碱、易清洗、能消毒、不霉烂、不助燃、无静电、无火花、防爆、防滑溜(装有防滑垫)、可回收等优点。



赛普塑料制品有限公司(通辽分公司)注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 塑料圆桶产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段完善。



塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。



