




想知道C型钢,【槽钢】24小时下单发货产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:C型钢,【槽钢】24小时下单发货的图文介绍
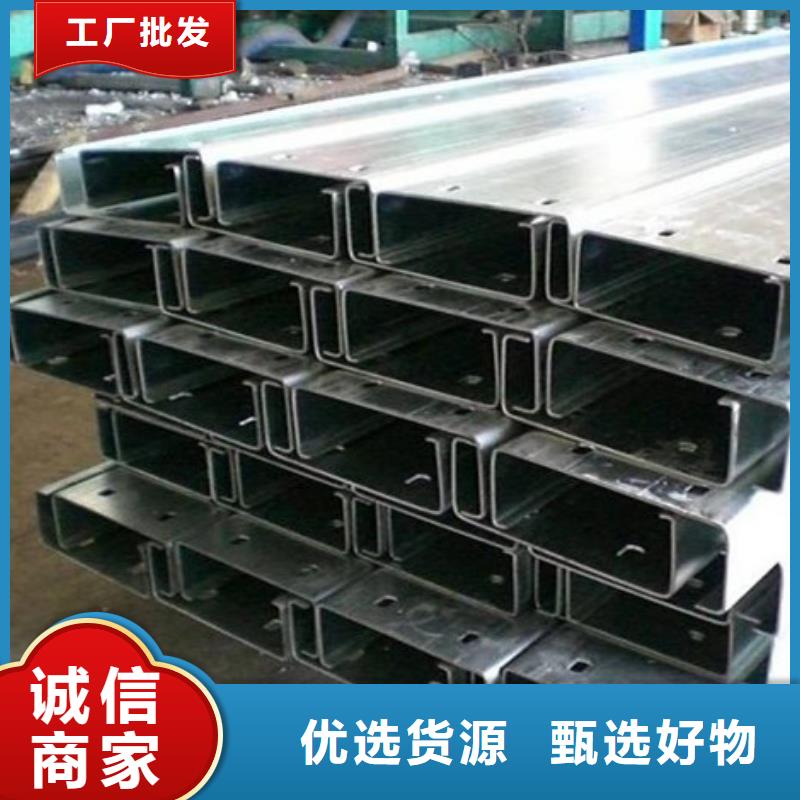
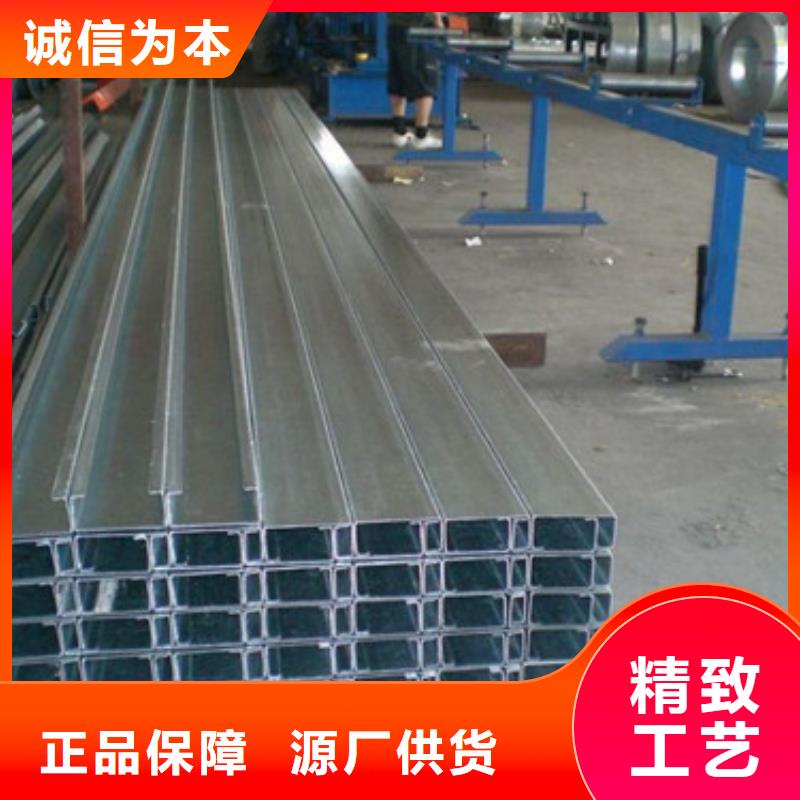
槽钢
国耀宏业钢铁(黄石市分公司)


槽钢的详细介绍
工艺精湛 产地工厂

一系列利好可以短期内提振钢材市场心,而要想真正使钢铁行业走出困境,必须有真实的钢材需求作为有力支撑。今天内盘市场,再度乏力,1小时线上出现了明显的回调周期,而期螺也开始掉头回落,当然按照笔者对于市场隐忧的思路,前两天的多空仓位变化导致今天出现了价格回调是情理之中的事情,但不代表价格就此打落,。
这几天持仓一直在放大,价格总是上不去,不是震就是回落,笔者认为不管再如何看重现货面,再怎么市场没货,不能以这个做为考量的必要准则,这里似乎是有个套在等待。虽然钢价回升、产量抬头,但由于下游需求并未出现明显好转,业内人士对于钢铁业未来发展仍不乐观。
一、基本调节。1、基准点。在道轮和一道轮(13道)的轴的同一端用直尺量出与立板的尺寸。使其数据相同。再用直尺量出两轴各自两端与底梁的尺寸,使其数据相同。2、调直与调平。在道轴和一道轴各自两端,用细线搭好,调节其余11根轴和这两轴在同一水平上。
再在道和一道轮之间找出中心,用细线前后搭准中心线,调节其他11道轮,使其都在同一中心线上。3、间隙调节。根据带钢的厚度用塞尺调节每排轴上的上下两轮之间的间隙,达到要求距离(带钢厚度加30%左右,具体看成品)。二、a边调节1、送料立轮(在校平轴前后各一对)使其进料平稳顺畅,带钢直正。
把所轧带钢经过校平送到排轴。2、带钢轧过排轴后,调节轴上的两轮,使其轧a边达到要求(1.5-50px)。3、启动机器使带钢轧过第二轴,调节二轴的两轮,使其两轮外边重合与轴轮的压痕,保证前后两道轧轮压痕一致。4、重复步骤3调节第三排轴轮,是前三道轮压a边顺直。
三、压筋调节。根据需要上下螺丝,抬起或落下压筋轴达到目的。四、b边(腰高)调节。1、根据要求变换隔套调节第五道轧轮,达到要求的尺寸。注意左右居中。2、依照调节a边的方法,依次调节第六道至第九道。3、调节立轮。
这几天持仓一直在放大,价格总是上不去,不是震就是回落,笔者认为不管再如何看重现货面,再怎么市场没货,不能以这个做为考量的必要准则,这里似乎是有个套在等待。虽然钢价回升、产量抬头,但由于下游需求并未出现明显好转,业内人士对于钢铁业未来发展仍不乐观。
一、基本调节。1、基准点。在道轮和一道轮(13道)的轴的同一端用直尺量出与立板的尺寸。使其数据相同。再用直尺量出两轴各自两端与底梁的尺寸,使其数据相同。2、调直与调平。在道轴和一道轴各自两端,用细线搭好,调节其余11根轴和这两轴在同一水平上。
再在道和一道轮之间找出中心,用细线前后搭准中心线,调节其他11道轮,使其都在同一中心线上。3、间隙调节。根据带钢的厚度用塞尺调节每排轴上的上下两轮之间的间隙,达到要求距离(带钢厚度加30%左右,具体看成品)。二、a边调节1、送料立轮(在校平轴前后各一对)使其进料平稳顺畅,带钢直正。
把所轧带钢经过校平送到排轴。2、带钢轧过排轴后,调节轴上的两轮,使其轧a边达到要求(1.5-50px)。3、启动机器使带钢轧过第二轴,调节二轴的两轮,使其两轮外边重合与轴轮的压痕,保证前后两道轧轮压痕一致。4、重复步骤3调节第三排轴轮,是前三道轮压a边顺直。
三、压筋调节。根据需要上下螺丝,抬起或落下压筋轴达到目的。四、b边(腰高)调节。1、根据要求变换隔套调节第五道轧轮,达到要求的尺寸。注意左右居中。2、依照调节a边的方法,依次调节第六道至第九道。3、调节立轮。
产品细节

槽钢产品生产注重细节,精心选择原材料,精湛的槽钢生产流程

槽钢每道工序把关到位,多年槽钢行业经验生产效率高

槽钢源头厂家,出厂价直接给到客户,经久耐用,性能稳定
产品实拍图



企业介绍

国耀宏业钢铁(黄石市分公司)凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 槽钢。数年来,我司始终致力于 槽钢事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。
售后服务

