

我们的现场实拍视频将带您走进方管发日标角钢供应采购产品的世界,产品视频细节之美一览无余!
以下是:方管发日标角钢供应采购的图文介绍

若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力下降前的应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1--试样拉断后的标距长度,mm;L0--试样原始标距长度,mm。断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。
以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2;S1--试样拉断后缩径处的横截面积,mm2。硬度指标金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。A、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。
以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2;S1--试样拉断后缩径处的横截面积,mm2。硬度指标金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。A、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。


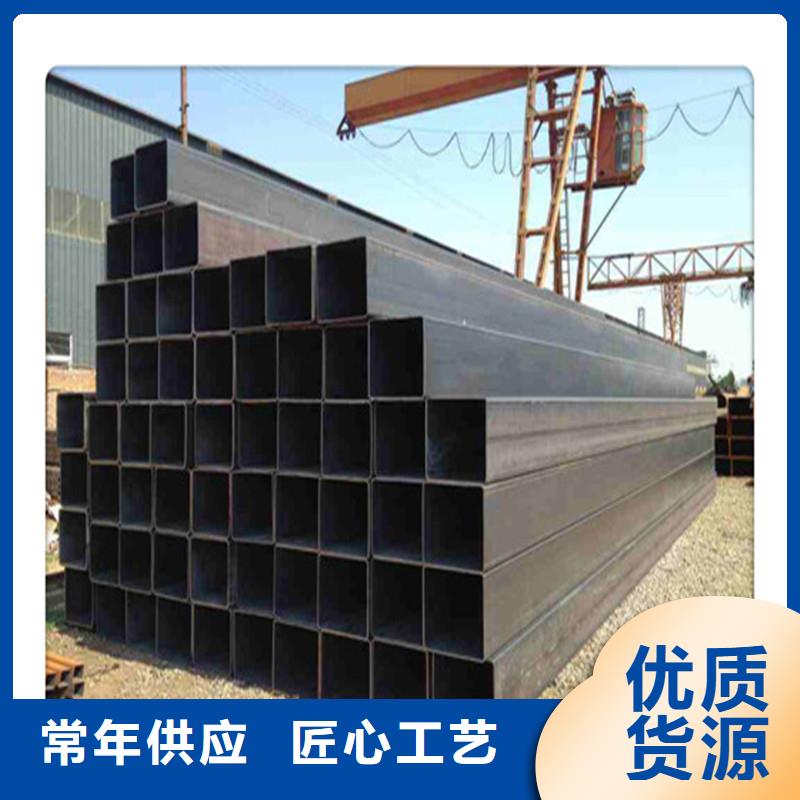
焊管工艺流程
原材料开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查(严格把关)——包装——出货。
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(2)按焊缝分——直缝焊管、螺旋焊管
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他
按壁厚分类
薄壁钢管、厚壁钢管
按端部形状分类
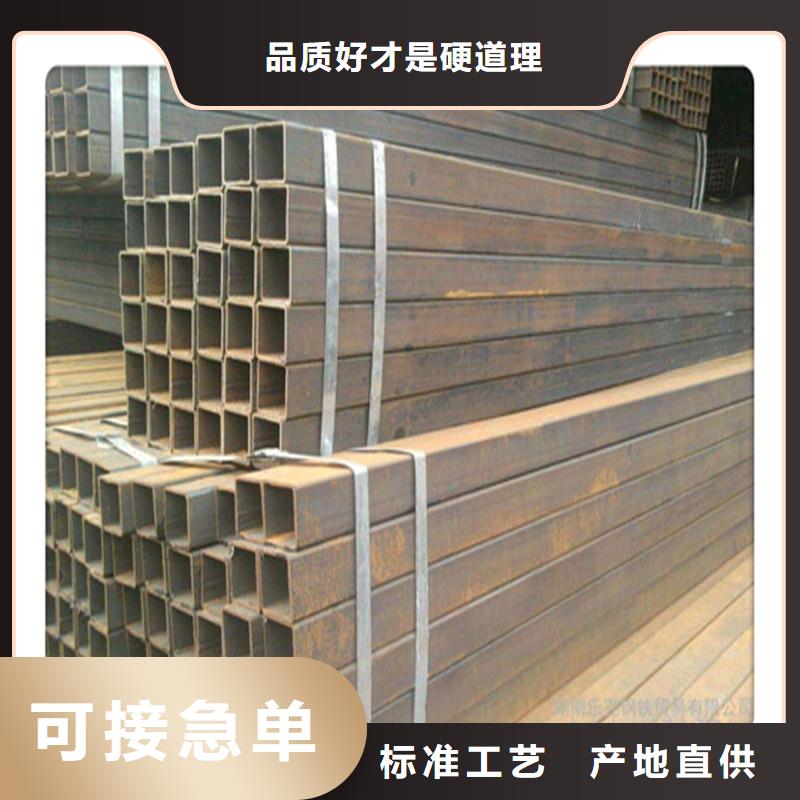
分为圆形焊管和异型(方、扁等)焊管。
原材料开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查(严格把关)——包装——出货。
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(2)按焊缝分——直缝焊管、螺旋焊管
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他
按壁厚分类
薄壁钢管、厚壁钢管
按端部形状分类
分为圆形焊管和异型(方、扁等)焊管。



永发钢铁贸易(兴安市分公司)自成立以来,紧密依托大平台,按照“专业化、规范化、市场化”的经营原则,坚持“差异化竞争、精细化营销、专业化经营、集约化发展”的市场策略,拓展【热镀锌工字钢】业务,为客户提供、优质、的服务,与客户共同兴业、共同成长。



镀锌管牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB3091所规定的黑管用钢的牌号和化学成分。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB822的规定。3.2钢制管接头应符合YB238的规定;可锻铸铁管接头应符合YB230的规定。4、力学性能钢管镀锌前的力学性能应符合GB3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB822的规定。3.2钢制管接头应符合YB238的规定;可锻铸铁管接头应符合YB230的规定。4、力学性能钢管镀锌前的力学性能应符合GB3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。



