



我们为您呈现了DN900球墨铸铁管连续式产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
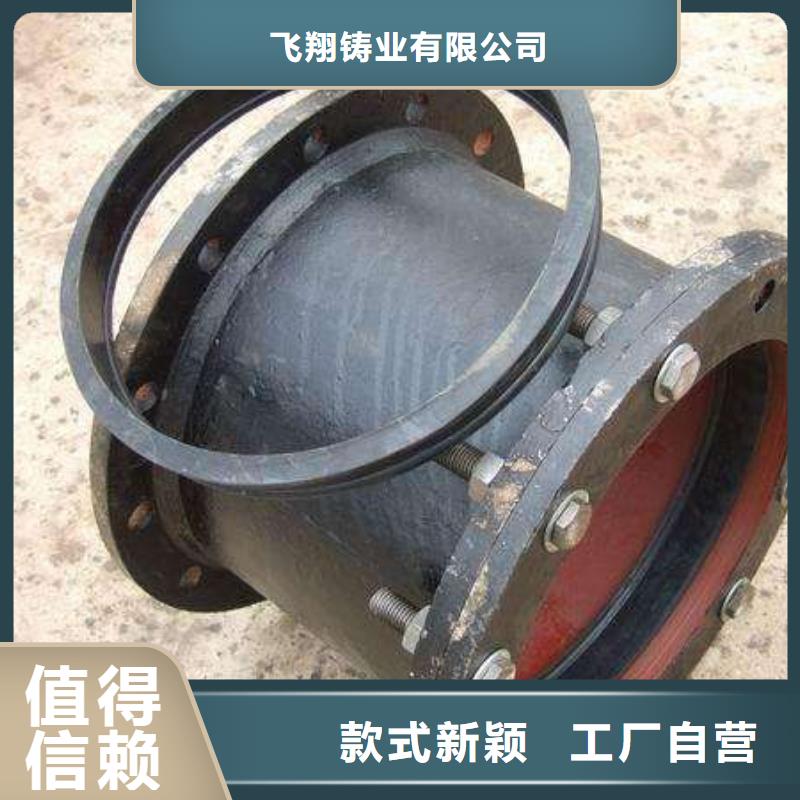
以下是:DN900球墨铸铁管连续式的图文介绍


球墨铸铁管件的球化率是炉前检验球铸铁棒材在其生产过程中是不可缺少的一环,直接关系到球墨铸铁型材的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁棒质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面飞翔铸造小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。



吉林飞翔铸业是吉林地区较早生产经营 球墨铸铁的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 球墨铸铁等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 球墨铸铁产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 球墨铸铁产品和服务。



球墨铸铁管件内外表面必须光洁,不允许有裂缝、冷隔、错箱等妨碍使用的明显缺陷,凡使壁厚减薄的局部缺陷允许存在,但其深度不得超过(2+0.05T)mm其中T为管体壁厚。球墨铸铁管件法兰备用轮廓清晰,不允许有影响使用的铸造缺陷。征得需方同意,不影响使用的局部缺陷可予修补,但修补后的管件必须重新进行水压或气密性试验。
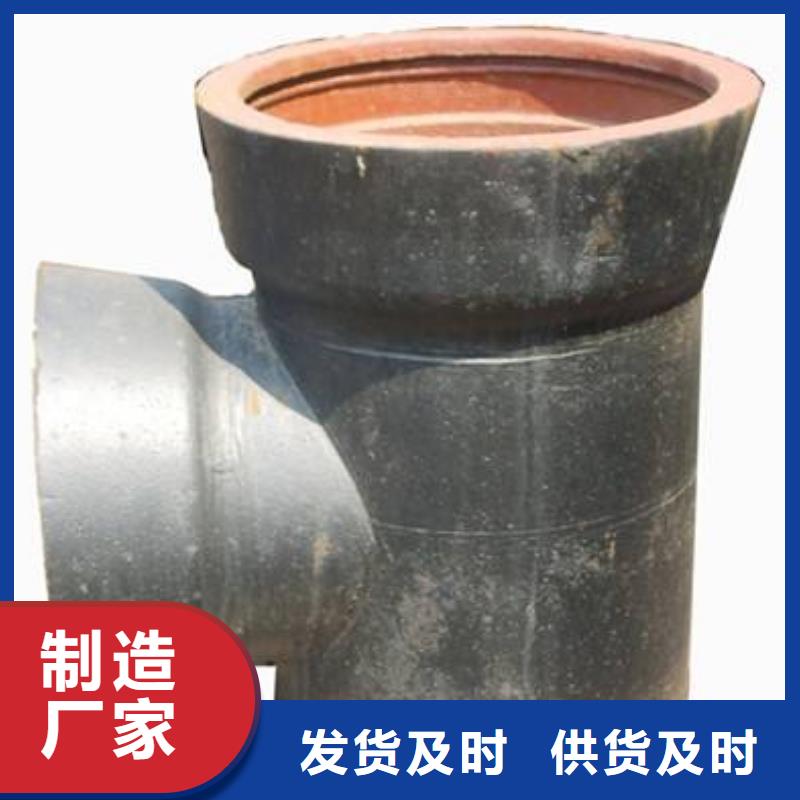
球墨铸铁管件涂覆
球墨铸铁管件内外表面可以涂格沥清或其它防腐材料,若有特殊要求,同供需双方协商确定。球墨铸铁管件用地给水时,卫生条件应符合卫生部门有关规定。涂覆前,管件的内外应清理干净,涂覆后,内外表面应光洁,涂层均匀、牢固且不因气候的变化而发生异常。



