
焊管C使用寿命长久产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:焊管C使用寿命长久的图文介绍
山东申达鑫通商贸有限公司坚持新发展理念,遵循“实事求是、守正创新、行稳致远”的工作原则,以服务经济社会发展和满足人民对美好生活的向往为发展方向,围绕政府、城市和人作文章,倾力打造山东申达鑫通商贸有限公司,发挥全产业链优势,为客户提供 化肥用碳素无缝钢管,提供一站式综合服务。



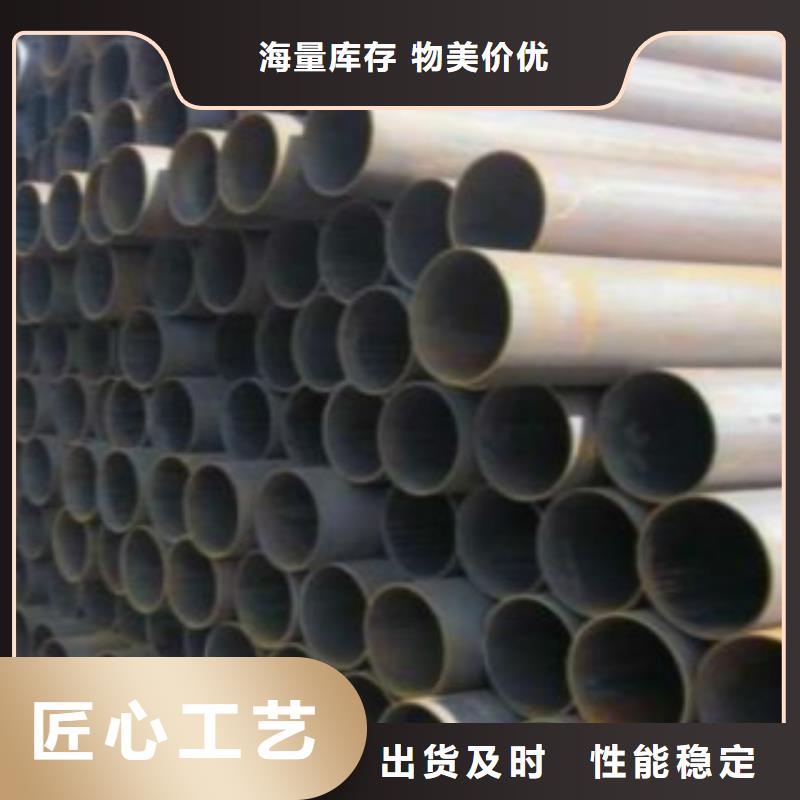
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。主要用于输送水、钢结构工程建筑、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235B,Q345B级钢。执行SY5037-2000、GB/T9711-2008、 GB/T3091-2001、GB/T3092-2001、GB/T12770-1991、、、GB/T14291-1992标准 。



二、无缝钢管管道的焊接
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确



螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。