

我们的涂塑钢管-双层环氧粉末防腐钢管专业供货品质管控产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:涂塑钢管-双层环氧粉末防腐钢管专业供货品质管控的图文介绍


主动报警并喷涂符号,出产工人依此随时调整工艺参数,及时缺点。(9)选用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管都要进行严厉的首检制度,查看焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及通过无损探伤查验,确保制管工艺合格后,才能正式投入出产。
焊缝上有接连声波探伤符号的部位,通过手动超声波和X射线复查,如确有缺点,通过修补后,再次通过无损查验,直到确认缺点现已。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的地点管,悉数通过X射线电视或拍片查看。(13)每根钢管通过静水压实验,压力选用径向密封。实验压力和时间都由钢管水压机检测设备严厉操控。实验参数主动打印记载。(14)管端机械加工,使端面笔直度,坡口角和钝边得到操控。



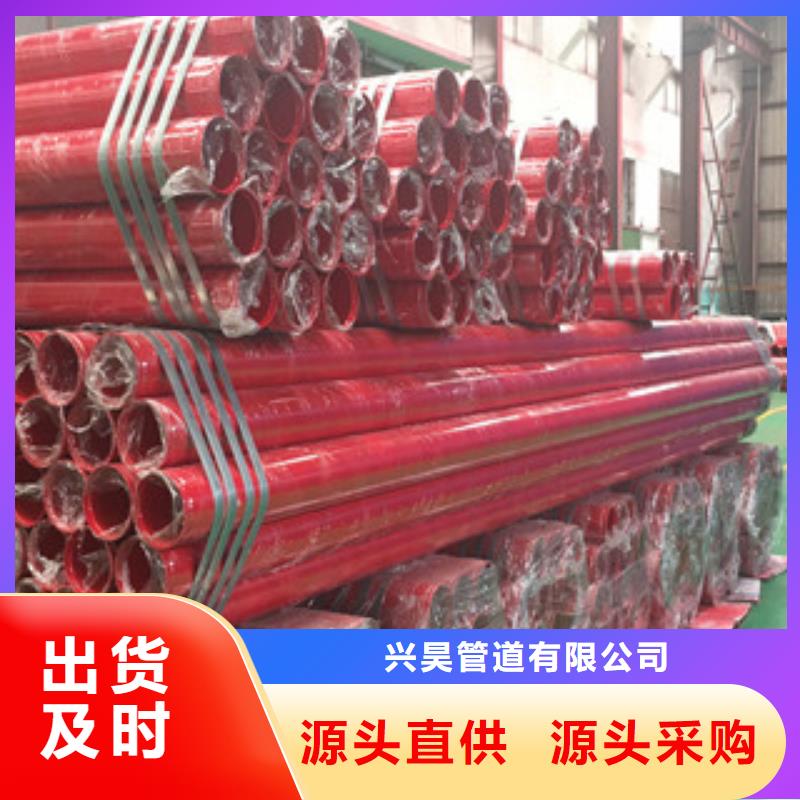
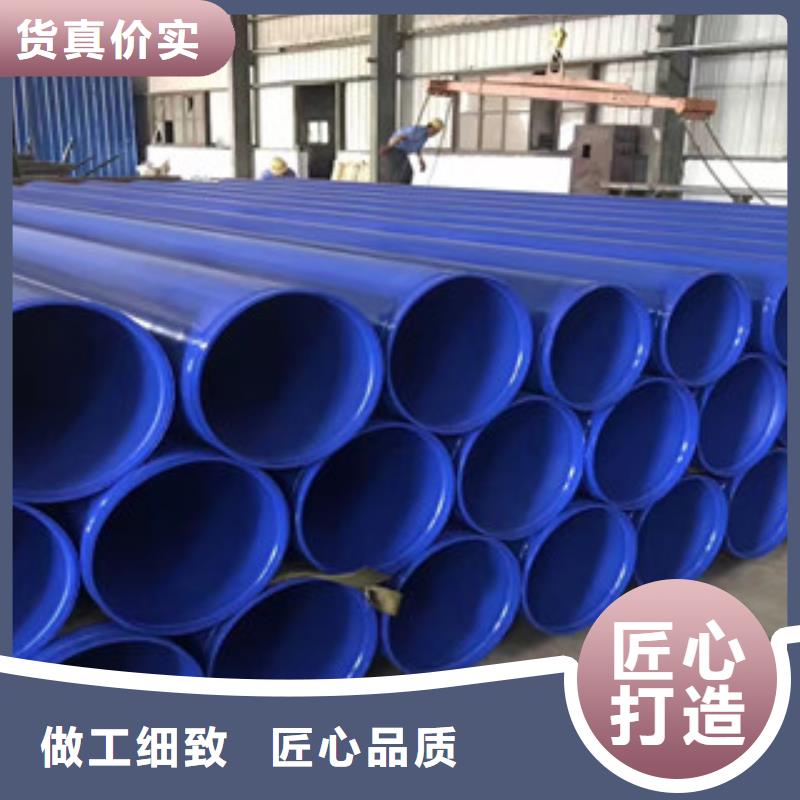
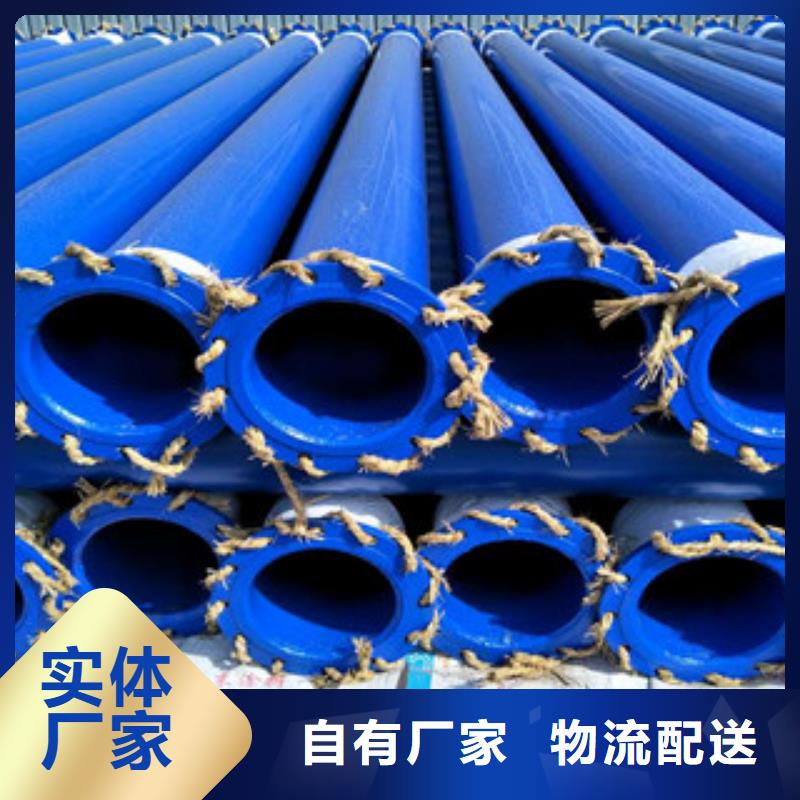
兴昊管道(贵港市分公司)是一家专业(广西贵港) 本地 涂塑复合钢管的生产制造、销售、物流,国际贸易为一体的综合企业。公司可定做各种(广西贵港) 本地 涂塑复合钢管。常备库存充足,公司目前拥有二十余条国内先进(广西贵港) 本地 涂塑复合钢管生产线,生产工艺先进,技术力量雄厚,检测手段齐全,产品质量优良,在行业中享有良好的声誉和知名度。



将钢管固定在支吊架上,并将无损伤橡胶密封圈套在一根钢管端部。2.将另一根端部周边已涂抹润滑剂的钢管插入橡胶密封圈,转动橡胶密封圈,使其位于接口中间部位。3.在橡胶密封圈外侧安装上下卡箍,并将卡箍凸边送进沟槽内,用力压紧上下卡箍耳部,在卡箍螺孔位置,上螺栓并均匀轮换拧紧螺母,在拧螺母过程中用木榔头锤打卡箍,确保橡胶密封圈不会起皱,卡箍凸边需全圆周卡进沟槽内。4.在刚性卡箍接头500mm内管道上补加支吊架。六、系统试压管道安装完毕,应进行系统试压。在系统试压前,应检查各安装件、固定支架等是否安装到位。安装完毕的管道可能有,弧度如果较大可补加支架;弧度如果较小,当管道内压力升高后,弧度会自然消失。



2.将链条开孔机固定于钢管预定开孔位置处。3.启动电动机,转动手轮,使钻头缓慢靠近钢管,同时在开孔钻头处添加润滑剂,以保护钻头,完成在钢管上开孔。4.停机,摇动手轮,打开链条,取下开孔机,清理钻落金属块和开孔部位残渣,并用砂轮机将孔洞打磨光滑。5.将卡箍套在钢管上,注意机械三通应与孔洞同心,橡胶密封圈与孔洞间隙均匀,紧固螺栓到位。6.如为机械四通,开孔时一定要注意保证钢管两侧的孔同心,否则当安装完毕,可能导致橡胶圈破裂,且影响过水面积。五、管道安装、按照先装大口径、总管、立管,后装小口径、分管的原则,在安装过程中,必须按顺序连续安装,不可跳装、分段装,以免出现段与段之间连接困难和影响管路整体性能。
