

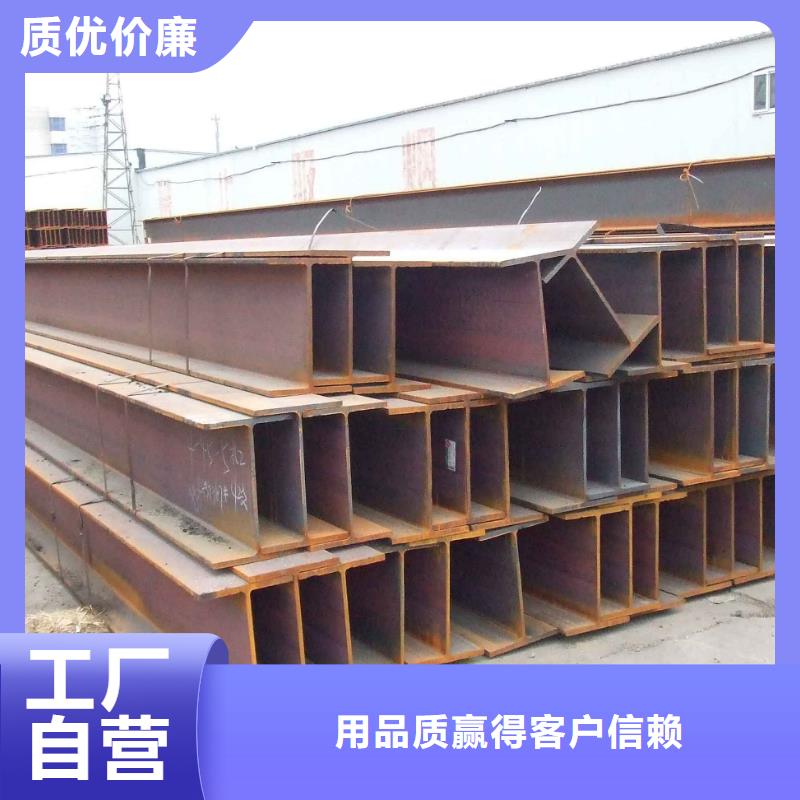





河南 一名钢铁 H型钢 油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm.再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm。氧化物毛刺H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于4的过渡坡才能继续施焊。
河南 一名钢铁 H型钢能加工的截面范围在2000×3000mm或3000×2000mm.桥梁钢结构和电站锅炉钢构:由于截面太大,可以考虑选用UD系列数控钻,SWD型龙门移动式数控三维钻,场馆建设,除H型钢结构外还有不少管状结构,这就需要增加PB系列数控相贯线切割机。对于专业生产的H型钢,处于规模化的考虑。上海环球金融中心的箱型柱达2000×1000mm超高层的商用建筑:其型钢的截面尺寸较大不宜制作变截面型钢。这样可以考虑选用我公司专门研制的SWD系列龙门移动式数控三维钻床钢结构数控成套二次生产线主要用于H型钢,槽钢等型材的传输及钻削,锯切,铣削加工。H型钢是一种凸缘型钢,因此其孔型设计也要遵循凸缘型钢孔型设计的基本原则。
并节约燃料。钢坯出炉后,先用1800MPa的高压水除鳞,然后被送入开坯机轧制。开坯机一般为两辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头尾未成形部分。后再把轧件送入粗轧机轧制,一般轧制数道后送入精轧机,轧一道后成形。
河南 一名钢铁 H型钢达到了更好的保温效果。100mm左右厚的R15保温棉热阻值可相当于1m厚的砖墙。隔音效果是评估住宅的一个重要指标,轻钢体系安装的窗均采用中空玻璃,隔音效果好,隔音达40分贝以上,由轻钢龙骨,保温材料石膏板组成的墙体,其隔音效果可高达60分贝性减少废弃物对环境造成的污染,房屋钢结构材料可回收,其他配套材料也可大部分回收,符合当前环保意识,所有材料为绿色建材,满足生态环境要求,有利于。
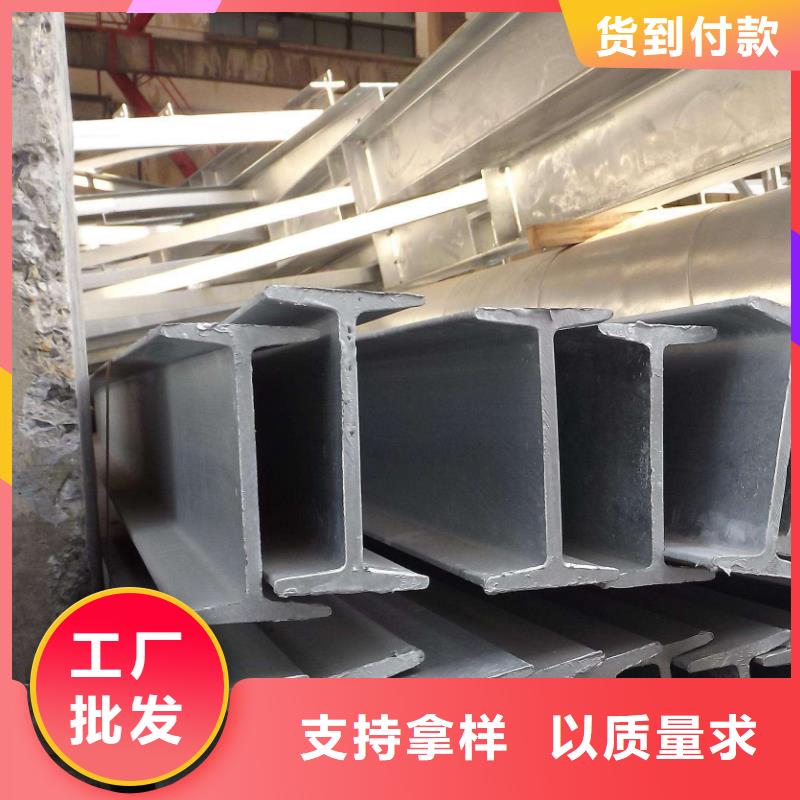
河南 一名钢铁 H型钢可根据客户要求制造Q345qd等特别原料焊接H型钢构件。后续加工:打孔/加筋板/除锈/油漆等,主焊缝等级:一级,二级,三级,供给第三方出具的探伤陈述。焊接H型钢加工制造工艺焊接工艺制造截面为H形得名,分为埋弧焊H型钢,埋弧焊H型钢选用工艺:钢板--主动分条--组立--主动埋弧焊--探伤--翼缘纠正--腹板纠正--端面加工--喷砂除锈--喷漆。
焊剂。可高速连续出产,产值高,易完成机械化,主动化。 相同截面具有的截面功能。制造的高频焊H型钢截面能出产腹板厚度2.3~14mm,翼缘厚度3.2~114mm之间的H型钢,翼缘宽度50~350mm,腹板高度70~700mm.高频焊接薄壁H型钢出产线可出产多种规范产品,翼缘与腹板焊接可采纳不同钢号的资料。特别是能处理其它焊接难以操控的薄规范出产。高频焊接H型钢可大幅节省钢材。不必焊丝靠高频电流使金属部分本身熔化焊合一般原料为Q235B/Q345B。