


想要了解石油套管,Q355C角钢品质有保障产品的魅力?视频为你揭晓答案!
以下是:石油套管,Q355C角钢品质有保障的图文介绍


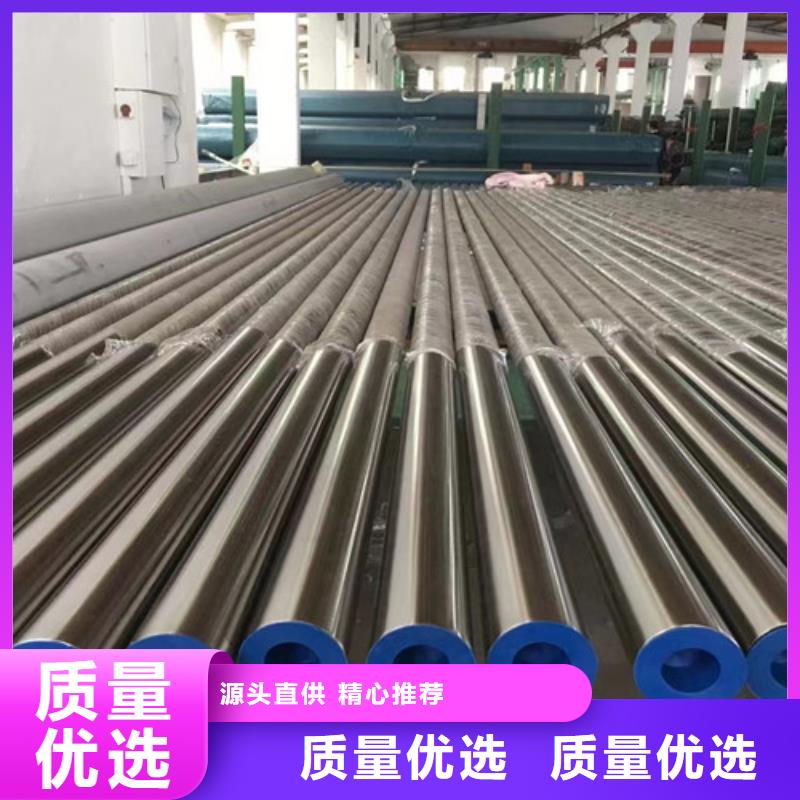
形成了世界上 的1套石油套管管短流程生产线,其生产流程为:电炉炼钢→炉后精炼→真空脱气→连铸→热送→管坯加热→穿孔→轧管→定径→冷却调温(预留)→在线淬火(预留)→回火(预留)→定径(预留)→冷却→矫直→探伤→锯切→切头→检查→轨道直送管加工。井管,则可生产各种规格的套管管体管和部分钻杆管体管。该厂为提高油井管管体管的质量,利用引进技术、联合设计和联合制造设备方式,与1994年建成了1套中美联合设计的∮180mm精密轧管机组。采用连铸圆管坯,环形加热炉加热,锥形辊穿孔机穿孔,精密轧管机轧制,12机架三辊微张力定径机定径,冷床冷却。形成了世界上 的1套无缝钢管短流程生产线,其生产流程为:电炉炼钢→炉后精炼→真空脱气→连铸→热送→管坯加热→穿孔→轧管→定径→冷却调温(预留)→在线淬火(预留)→回火(预留)→定径(预留)→冷却→矫直→探伤→锯切→切头→检查→轨道直送管加工。



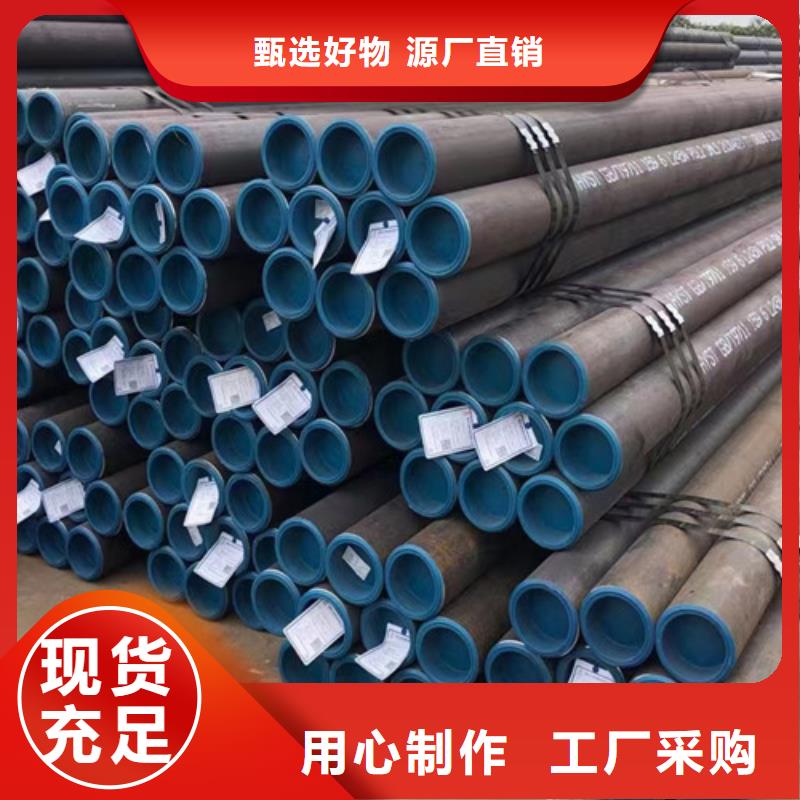
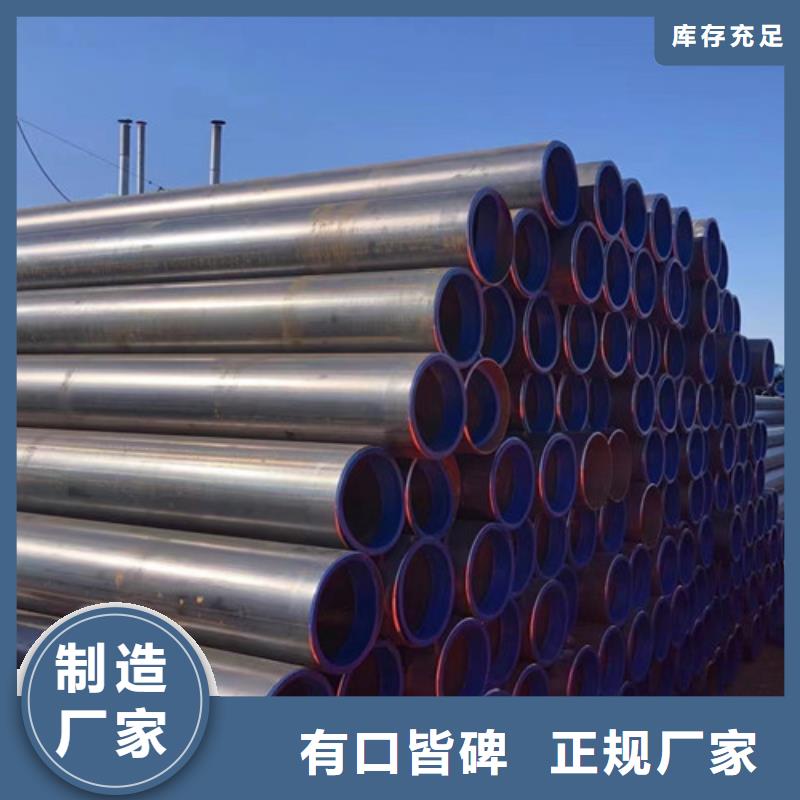
美标石油套管 API5CT美标优质产品,石油套管的钢级: H40, J55,K55, N80, L80, C90,T95, P110, Q125, V150等。套管端部加工形式: 短圆螺纹, 长圆螺纹, 偏梯形螺纹, 特殊扣等。用于石油井钻探主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。解决此类问题通常采用两种方法处理:一是采用回火后快速冷却的方法避免高温脆性,获取韧性。、二是亚温淬火法通过钢种的不完全奥氏体化以有效地改善有害元素及杂质,提高韧性。种方法,对热处理设备要求相对严格,需要添加额外成本。27MnCrV钢的AC1=736℃,AC3=810℃,亚温淬火时加热温度在740-810℃之间选取。亚温淬火选取加热温度780℃,淬火加热的保温时间15min;淬火后回火选取温度630℃,回火加热保温时间50min。由于亚温淬火在α+γ两相区加热,在保留部分未溶解铁素体状态下进行淬火,在保持较高强度的同时,韧性得到提高。


路易瑞国际贸易(焦作市分公司)注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 C型工字钢产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段完善。





石油套管技术规格石油套管石油套管(1)国产套管按SY/T6194-96规定,套管长度不定尺,其范围8-13m。但不短于6m的套管可以提供,其数量不得超过20%。(2)套管的内外表面不得有折叠、发纹、离层、裂纹、轧折和结疤。这些缺陷应完全掉,深度不得超过公称壁厚的12.5%。(3)接箍外表面不得有折叠、发纹、离层、裂纹、轧折、结疤等缺陷。(4)套管及接箍螺纹表面应光滑,不允许有毛刺、撕破及足以使螺纹中断影响强度和紧密连接的其他缺陷。公司主要经营石油套管、油管、N80石油套管、J55石油套管、L245管线管、L360管线管、X52管线管、石油天然气管、L415管线管、地质管、K55石油套管、P110石油套管、L80石油套管,N80Q石油套管、API5 CT石油套管、api石油套管、油管接箍、套管接箍、石油套管接箍、钻杆、扶正器,浮鞋,大小头,筛管,地质勘探管、DZ40地质管、DZ50地质管、R780地质管、API 5L 管线管。


