【全新视界!】无缝钢管1镀锌管不断创新产品视频,带你领略产品新风尚!
以下是:无缝钢管1镀锌管不断创新的图文介绍


从行业现状可知,我国长期以来走无缝钢管发展之路,造就了一个“无缝钢管大国”,在技术思路上似乎走了弯路,进人了误区。“管道工程建设所用的管材,经过数年的努力,从无缝,到螺旋缝,到中直缝,走过了漫长的道路”,“大量使用无缝钢管,甚至大量进口,外国人对此都表示难以理解”。为什么外国人对中国“大量使用无缝管难以理解”就是因为国外早已用焊管来取代大部份用途的无缝管。中国本来是沿袭无缝钢管发展的模式,而70年代后已经将无缝管的比例下调到44%,可为什么我国一直照老路走下去呢?颇令人反思究其原因主要是旧计划经济体制不计成本,不求效益,思想禁锢、惯性思维、缺乏创新意识。 不见曾经有人对焊管技术不理解、不放心,对焊管“无缝化”这个术语采取令,实际上焊管技术在不断发展,“无缝化”的程度在不断提高。中国钢管业的重大变化发生在改革开放以后。随着的解体、“冷战”局面的告终,西方先进技术源源不断传人中国,比较先进的直缝焊管技术在80年代至90年代陆续登陆中国,石油石化行业率先推界到管道应用。原中国石油天然气总公司于1991年3月11日以(91)中油物字第173号文下发了《关于推广使用无缝化钢管替代无缝钢管的通知》的红头文件,用行政方式来加以推广。



广联钢管(靖江市分公司)坚持“发展科技拓市场,强化质量铸品牌,严格管理增效益,诚信为本誉天下 ”的工厂方针,发扬“诚信、团结、敬业、创新”的企业精神,竭诚为广大 无缝钢管用户提供优质的产品和满意的服务。



它表示金属材料在拉力作用下抵抗破坏的 能力。计算公式为:式中:Fb--试样拉断时所承受的 力,N(牛顿);So--试样原始横截面积,mm2。屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力首次下降前的 应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1--试样拉断后的标距长度,mm;L0--试样原始标距长度,mm。断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。



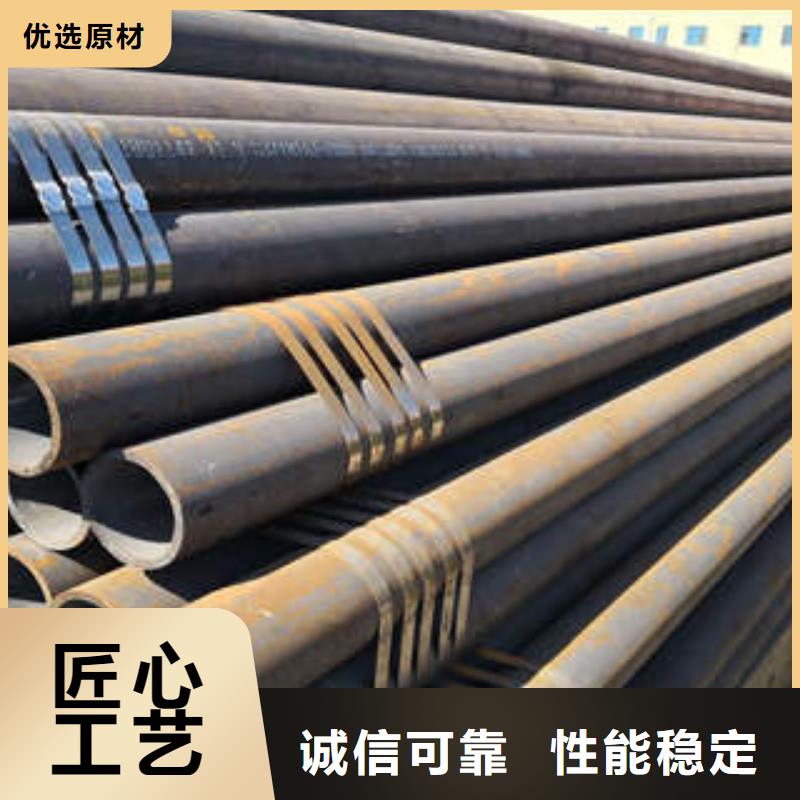
无缝钢管屈服强度的外在因素有:温度、应变速率、应力状态。随着温度的降低与应变速率的增高,材料的屈服强度升高,尤其是体心立方金属对温度和应变速率特别敏感,这导致了钢的低温脆化。应力状态的影响也很重要。虽然屈服强度是反映材料的内在性能的一个本质指标,但应力状态不同,屈服强度值也不同。 影响无缝钢管屈服强度的内在因素有:结合键、组织、结构、原子本性。如将金属的屈服强度与陶瓷、高分子材料比较可看出结合键的影响是根本性的。 将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。