


精密钢管生产方式:
(2)半连续和连续拔管。各种直线式拔管机都是间歇工作的,拔完一根管后需等待小车返回才能拔下一根管。因此研究出半连续和连续式拔管。半连续冷拔管有两种形式。一种是采用双移动拔管小车(图4),拔管小车固定在运动链上,并沿具有一定形状的导轨运行。上层的拔管小车把前一根管子拔出后,下层的拔管小车到达中心架前并夹住后一根管进行拔制。另一种是拔制时移动双拔管模的半连续拔管机

连续式拔管机有履带式的(图6)和双小车往复运动式的。履带式拔管机由前端装有拔管模的几个机架组成。机架上下两侧都装有环链,环链轴上装着履带节,用来压紧管子强迫送入拔管模。这种连续式拔管机可进行无芯棒和长芯棒拔制,与普通拔管机相比可提高产量3倍;存在的问题是在无芯棒拔制时易产生纵向壁厚不均,使用固定模阻力大、能耗高、产品表面质量较差以及脱棒困难。此外还有双小车往复运动的连续拔管,用于无芯棒拔制,见连焊连拔精密管。



龙丽金属材料(衢州市分公司)一直以来奉行“ 20CR精密管货真价实,价格低廉,”杜绝销售假冒伪劣 20CR精密管产品,不欺瞒客户,诚信对待客户,真正做到为客户考虑,出谋划策.提供参考意见,并以诚信待客,多年来在浙江衢州周边地区赢得众多客户。



龙丽金属材料(衢州市分公司)具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 20CR精密管。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供、完善的服务。




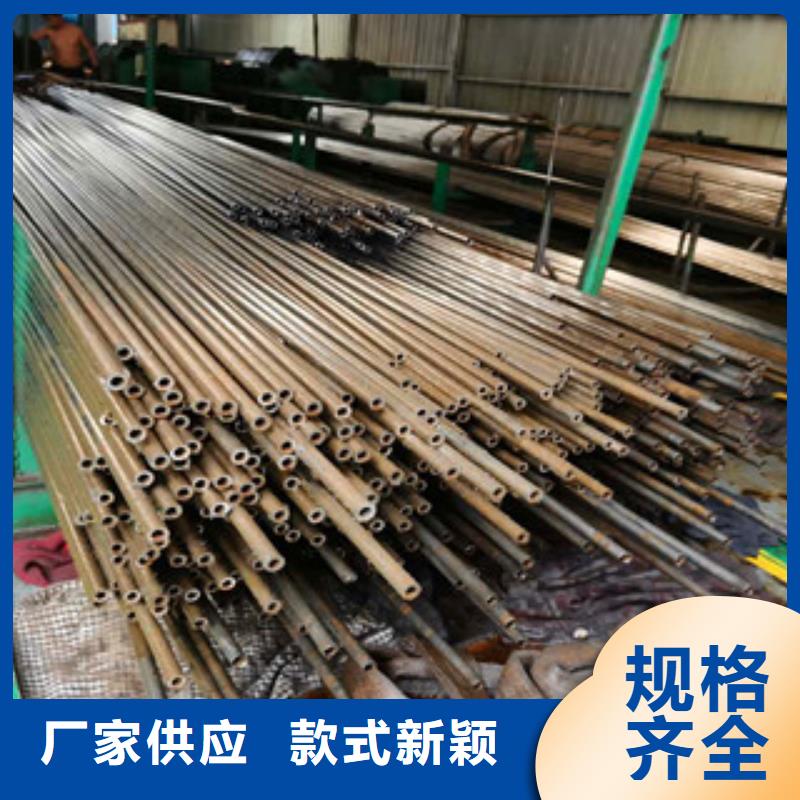
精密钢管的生产工艺流程
1.无缝管工艺流程
卫生级镜面管工艺流程:
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装
工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验
2.焊管工艺流程
开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→终检查→包装