
想知道PE燃气管PE电力管厂家实力大产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:PE燃气管PE电力管厂家实力大的图文介绍

润星电力管材(四平市分公司)
润星电力管材(四平市分公司)秉承、“品质、信誉、创新、服务”的经营理念,“质量为先,诚信为本”的企业宗旨。对【HDPE塑料盘管】产品质量和服务精益求精,与客户双赢合作,共同发展。 美丽的【HDPE塑料盘管】之都-----吉林四平欢迎你!



除关闭炉具的开关外,还要牢记关闭燃气管线上的阀门。就可以。20℃静液压强度(环向应力20℃,80℃静液压强度(环向应力80℃,80℃静液压强度(环向应力80℃,耐慢速裂纹增长(80℃,0.8MPa,采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好。而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
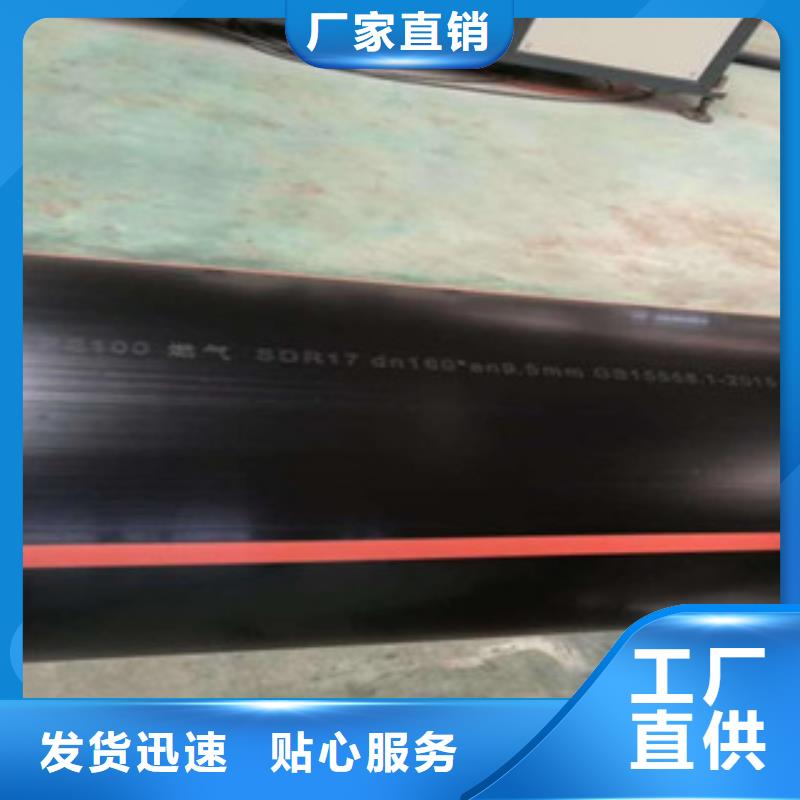
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。



煤改气PE燃气管可使整个气化站、经济、美观。站区总平面应分区布置,即分为生产区(包括卸车、储存、气化、调压等工艺区)和辅助区,生产区布置在站区全年较小频率风向的上风侧或上侧风侧,站内建构筑物的防火间距必须符合《城镇燃气设计规范》GB50028—2006的规定。煤改气设备成本的构成主要包括LNG的进货成本、气化站设备、土建等折旧、气站人员工资、水电暖费用等、气化设备消耗、地方关系协调费、资金成本(可能支付)、手续费用如评价,其他支出等。
推行重点污染行业能源调整是广东省佛山市加强工业企业大气污染综合治理的一项重要措施。2014年以来,佛山采取“煤改气”等方式对铝型材行业进行清洁能源改造,实现节能减排。这项民心工程自实施以来,成效显著,特别是三水区率先在佛山市完成了铝型材行业改燃工作。煤改气PE燃气管获得了一片赞许。对此,佛山市环保局表示,铝型材行业改燃工作仍将继续推行到底,2017年6月30日前,全市所有铝型材企业都将完成清洁能源全替代。步入“无煤时代”三水区铝型材企业完成天然气改造 乌黑的烟囱消失了,厂房内明亮整洁,车间里不见尘灰、没有气味。
工人们也摘掉了多年常戴的口罩,昔日以燃煤(以下简称凤铝铝业),通过“煤改气”工程,步入了“无煤时代”。曾被评为“中国建筑铝型材20强企业” 名的凤铝铝业是一家专业从事铝型材研发、生产和销售的大型企业。为达到节能降耗的环境效益,从2013年年初开始。煤改气PE燃气管凤铝铝业便启动了天然气改造,并于2013年5月完成了厂区内电泳固化炉、喷涂固化炉所使用的液化石油气全部改为天然气。在公司内部完成天然气管网铺设工作后,2014年又开始对现有熔铸炉、均质炉、铝棒加热炉、时效炉等进行天然气改造。凤铝铝业战略策划部主管鲁炎卿透露:“公司于2015年5月底完成全部改燃工作。
推行重点污染行业能源调整是广东省佛山市加强工业企业大气污染综合治理的一项重要措施。2014年以来,佛山采取“煤改气”等方式对铝型材行业进行清洁能源改造,实现节能减排。这项民心工程自实施以来,成效显著,特别是三水区率先在佛山市完成了铝型材行业改燃工作。煤改气PE燃气管获得了一片赞许。对此,佛山市环保局表示,铝型材行业改燃工作仍将继续推行到底,2017年6月30日前,全市所有铝型材企业都将完成清洁能源全替代。步入“无煤时代”三水区铝型材企业完成天然气改造 乌黑的烟囱消失了,厂房内明亮整洁,车间里不见尘灰、没有气味。
工人们也摘掉了多年常戴的口罩,昔日以燃煤(以下简称凤铝铝业),通过“煤改气”工程,步入了“无煤时代”。曾被评为“中国建筑铝型材20强企业” 名的凤铝铝业是一家专业从事铝型材研发、生产和销售的大型企业。为达到节能降耗的环境效益,从2013年年初开始。煤改气PE燃气管凤铝铝业便启动了天然气改造,并于2013年5月完成了厂区内电泳固化炉、喷涂固化炉所使用的液化石油气全部改为天然气。在公司内部完成天然气管网铺设工作后,2014年又开始对现有熔铸炉、均质炉、铝棒加热炉、时效炉等进行天然气改造。凤铝铝业战略策划部主管鲁炎卿透露:“公司于2015年5月底完成全部改燃工作。



结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。
