


想了解【焊管】_无缝钢管今年新款产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:【焊管】_无缝钢管今年新款的图文介绍

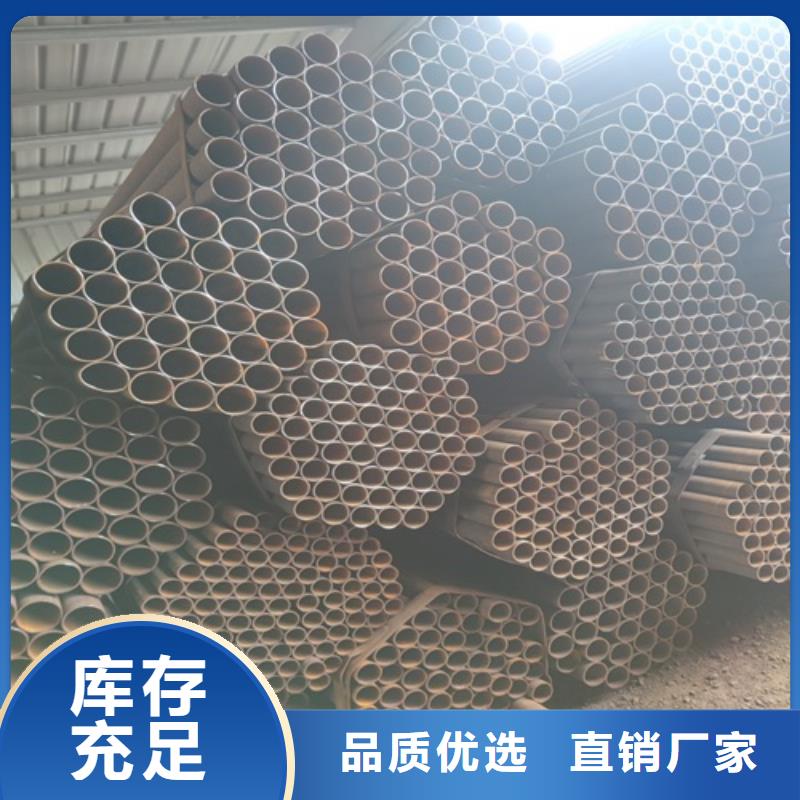
焊管的热处理工艺 焊管加工过程中有很多工序,每个细节都需要我们注意。焊管在应用前需要经过各种工艺处理。焊接钢管的热处理是焊接钢管过程中的一个重要环节。热加工是将金属材料在一定介质中加热、保温、冷却,通过改变材料表面或内部的金相组织来控制金属性能的一种金属热加工工艺。 结构焊管工件在加热和冷却过程中,由于表层和芯层的冷却速度和时间不一致,会形成温差,导致体积膨胀和收缩不均匀,产生应力,即热应力。在热应力作用下,表层开始温度低于芯层,收缩大于芯层,使芯层拉伸。当冷却结束时,表层被压缩,芯被拉伸,因为芯的冷却体积收缩不能自由进行。即在热应力的作用下,工件表层被压缩,型芯被拉。 这种现象受冷却速度、材料成分和热处理工艺的影响。冷却速度越快,含碳量和合金成分越高,冷却过程中热应力引起的塑性变形不均匀和残余应力越大。 另一方面,当钢的结构在热处理过程中发生变化,即奥氏体转变为马氏体时,比容的增加会伴随着工件体积的膨胀,工件的各个部分会相继发生相变,导致体积增长不一致,产生结构应力。由于组织应力的变化,表面的拉应力和心脏的压应力正好与热应力相反。微结构应力的大小与马氏体相变区材料的冷却速度、形状和化学成分有关。 为了使焊管具有所需的力学性能、物理性能和化学性能,除了合理选择材料和成型工艺外,热处理工艺往往是必要的。此外,铝、铜、镁、钛及其合金的机械、物理和化学性能可以通过热处理来改变,以获得不同的使用性能。


Q345C直缝焊管检验标准 Q345C直缝焊管几何尺寸及外形检查方法: 1、壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录; 2、外径、椭圆度检查:卡规、游标卡尺、环规,测出点; 3、长度检查:钢卷尺、人工、自动测长; 4、弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度; 5、端面坡口角度和钝边检查:角尺、卡板。 Q345C直缝焊管在检查好几何尺寸及外形后,还要做化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



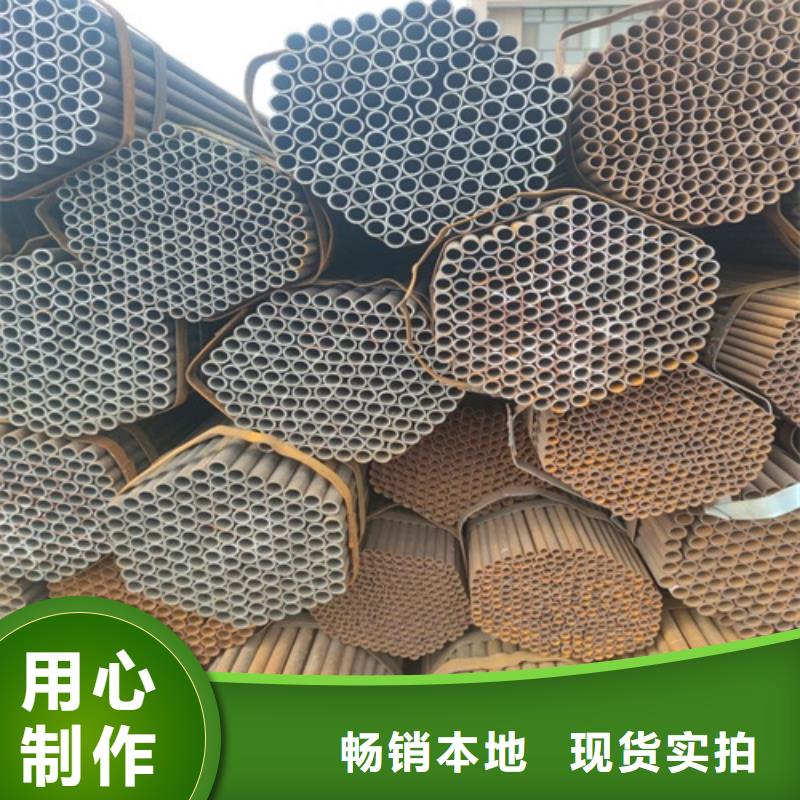
焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。


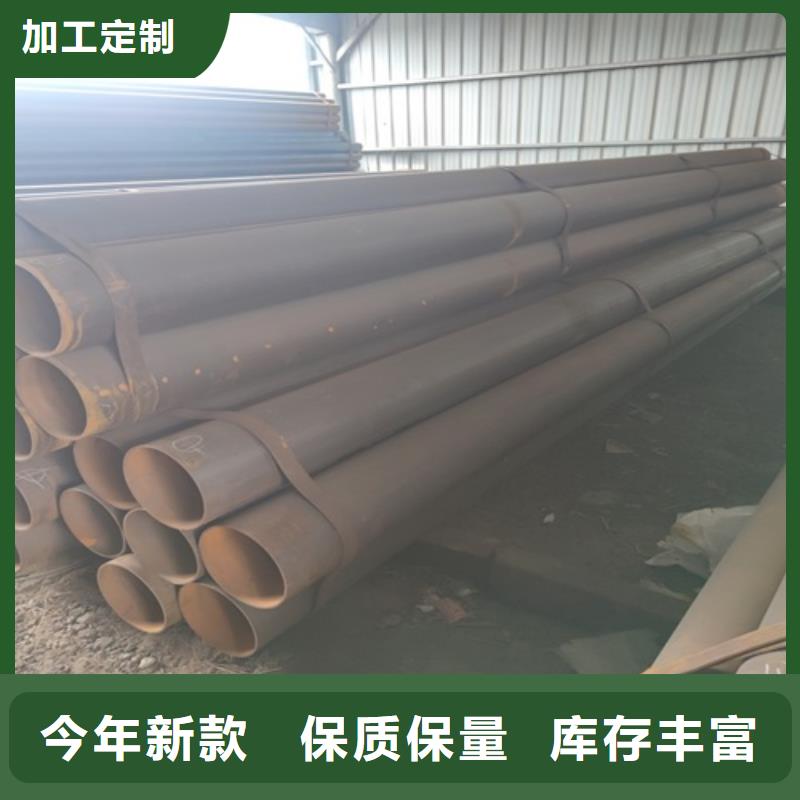
厚壁焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 应用范围产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。 作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。 作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。


鹏鑫钢铁(锡林郭勒市分公司)实行了先进的流水线作业流程,引进了多组先进的进口 无缝钢管大型生产设备。同时对 无缝钢管原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 无缝钢管产品日新月异的时代站住脚跟。



