

图文介绍虽好,但视频更能展现堆焊耐磨板支持货到付清产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
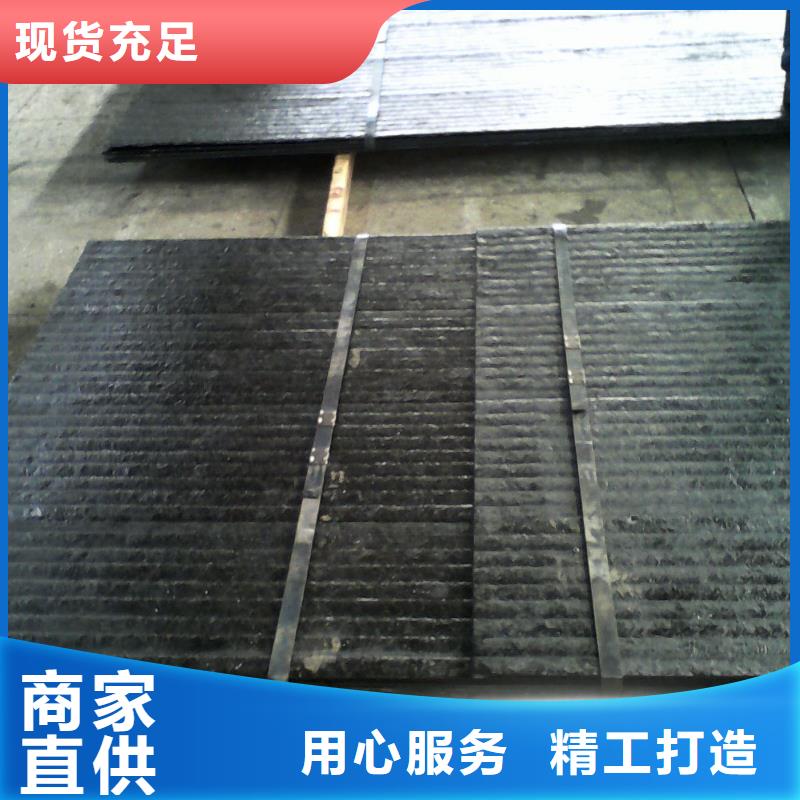
以下是:堆焊耐磨板支持货到付清的图文介绍


为全力保障用户权益,涌华金属科技(郑州市分公司)设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 耐磨钢板研发实力和市场占有率等方面都颇具实力,是国内高认可度的 耐磨钢板解决方案提供商。




堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



耐候板一般采用精料入炉-冶炼(转炉、电炉-合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯高性能耐候板和耐火钢可减小钢结构的维护费用,为解决外露无防护钢结构的防火防腐问题提供了新的解决方案, 如高压电塔。
该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。耐候钢产品供制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。耐候钢产品供制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。

